
Рынок 3D печати и перспективы применения аддитивных технологий в России и в мире
В настоящем Отчете J'son & Partners Consulting собраны практически все последние достижения в сегменте аддитивного производства (АП) на момент проведения исследования. Рассмотрены основные типы и параметры принтеров, технологии печати, материалы, варианты готовой продукции, примеры использования и применения. Дается подробная оценка рынка 3D печати в России и в мире, прогнозы, тенденции и тренды.
В Отчете сформулированы «Золотые правила» применимости 3D-печати, перечислены Контрольные вопросы для помощи в подборе производственного оборудования, подробно раскрыты подходы к ответ на вопросы:
Можно ли напечатать данную деталь на 3D принтере и на каком оборудовании? Как выбрать технологию, материал, принтер для печати?
Насколько это эффективно для Компании?
Как повысить эффективность применения 3D печати?
Как организовать работу по 3D печати в Компании?
К Отчету прилагается База данных всех существующих промышленных принтеров в мире, дается их сочетание с технологией и материалами, перечислены основные параметры печати.
Подробно раскрыты основные сегменты игроков, составляющих экосистему 3D печати в России. Приводится «Атлас Компаний 3D печати в России».
«Фактически исследование можно считать уникальным на сегодняшний день справочным пособием, учебником, и даже энциклопедией современного состояния 3D печати.
Заказчик может быть уверен, что ничего подобного по охвату всех аспектов АП ни в отечественном, ни в зарубежном исследовательском пространстве не существует, если исключить не известные нам, но, вероятно, существующие наработки в оборонной промышленности».
Из отзыва профессионального Эксперта, принимавшего участие в исследовании
Использование сведений и знаний из исследования J'son & Partners Consulting дает полную картину возможностей построения собственной стратегии участия в самом современном и значимом для развития практически любого производства сегменте – аддитивном технологическом процессе.
Ключом к оформлению стратегии в применении 3D печати является четко и ясно сформулированные амбиции и представления о своем месте в экономике и производстве будущего, на уровне предприятия, отрасли, или страны.
Оптимальная стратегия набора экспертизы должна исходить из максимального спектра доступных значений. Иначе говоря, если есть возможность взять все самое лучшее от всех самых лучших - это надо сделать. И настоящее исследование, в этом смысле, прямое руководство к действию. Одновременно, процесс «набора высоты» можно легко увязать с текущими потребностями собственного или смежного производства.
1. Перспективы применения 3D печати
Проведенный консультантами J’son & Partners Consulting анализ показал, что:
Рынок 3D печати находится в самом начале подъема, экспериментов печати в разных отраслях, различной номенклатуры продукции, редизайна изделий; интенсивно совершенствуется ПО, материалы, оборудование, процессы.
3D печать уверенно занимает свое место практически во всех отраслях реального сектора экономики, введена в коммерческую эксплуатацию, компании продолжают расширять номенклатуру печатаемой продукции.
Применение аддитивных технологий в производстве, маркетинге, проектировании, визуализации для клиентов и руководства компании расширяется с каждым годом.
Мировые промышленные лидеры и эксперты прогнозируют, что:
2/3 промышленных лидеров уже сейчас применяют АП в производственных процессах.
к 2030 году 2/3 всей изготавливаемой продукции в мире будет производиться с напечатанным комплектующими.
к 2030-2050 гг. в ряде производственных отраслей 3D печать позволит печатать полностью готовую продукцию.
Хотя прототипирование остается крупным сегментом АП (как исторически сложившееся первое применение АП), наиболее высокими темпами растет востребованность АП в других сегментах, включая производство функциональных деталей.
По данным опроса 1000 глобальных промышленных компаний, проведенных Sculpteo, более 40 % компаний уже применяют 3D печать для изготовления продукции в 2018 году (в сравнении с 22% в 2017 году), при этом в аэрокосмическом секторе наибольшее применение (более 60% компаний используют АП в производстве).
Рис. 1 Цели применения 3D-печати промышленных компаний в мире, сравнение 2017 и 2018 гг.
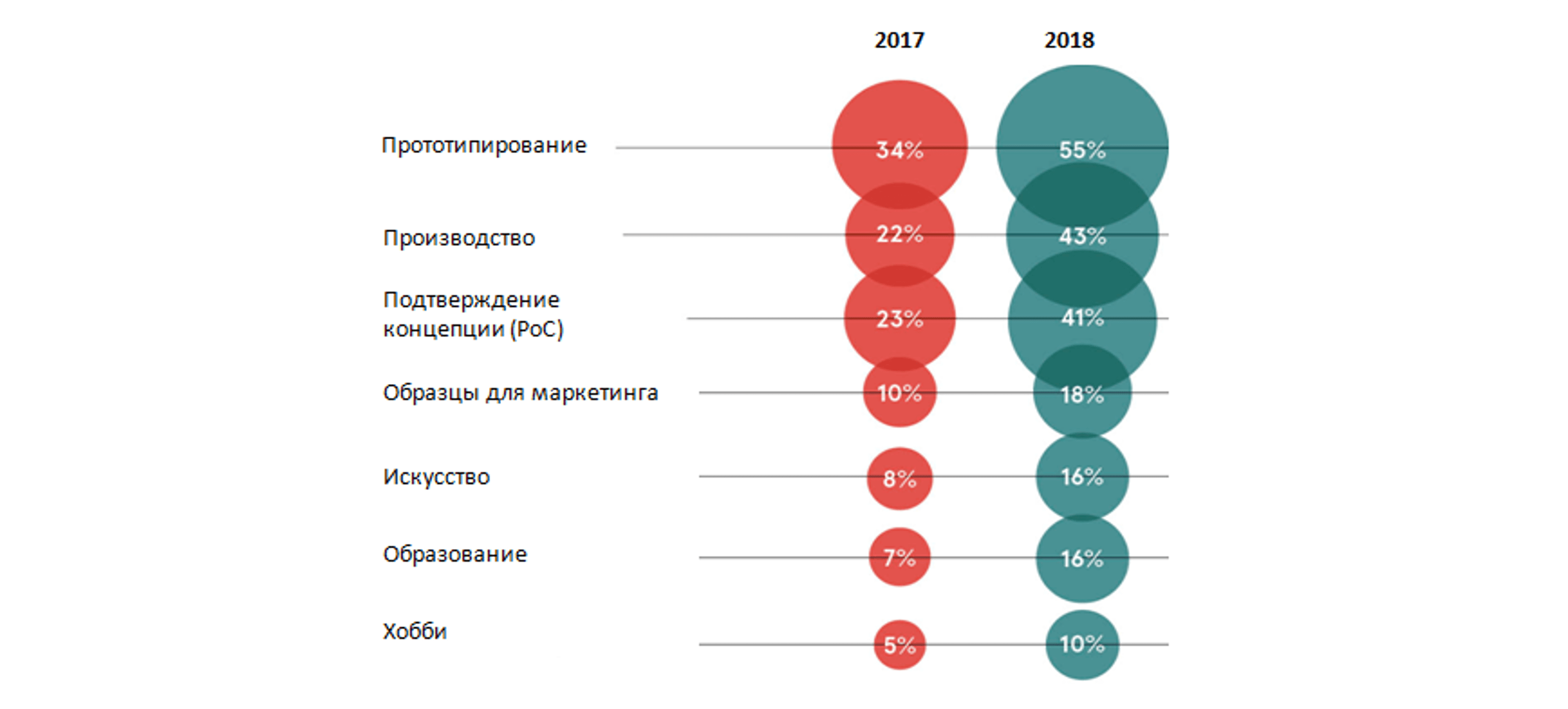 |
Источник: J’son & Partners. По материалам RACONTEUR “FUTURE OF MANUFACTURING”
По оценкам объема мирового рынка Wohlers, производство функциональных деталей составляет уже самую большую долю применения в компаниях (33%), в сравнении с другими областями применения.
Пионерами рынка стали США, Япония, страны Западной Европы, включая Германию, Великобританию, Францию и ряд других стран. В каждой из них есть свои сложившиеся лидеры - производители 3D-принтеров. Значительную активность проявляют Южная Корея, Израиль и Китай, который своей скоростью освоения новых технологий вызывает опасение традиционного лидера высокотехнологичных направлений в мире – США.
Уровень проникновения 3D печати различен от отрасли к отрасли и зависит от преимуществ, которые несут аддитивные технологии конкретной отрасли, а также от барьеров для их использования.
Лидируют и занимают более 50% рынка отрасли: промышленность, авиакосмос, автомобилестроение, медицина и стоматология, потребительский сектор.
Со временем доля 3D печати в готовом изделии будет возрастать. По мере прихода 3D печати в новые отрасли стремительно будет расти количество произведенной продукции в других отраслях.
Однако переход на более высокий уровень зрелости определяется технологической готовностью компании, отрасли, страны.
Если говорить о перспективах, долгосрочными драйверами развития аддитивного производства будут положительные эффекты, которые данные инновационные технологии способны оказать на развитие отдельных компаний, отраслей, а также экономику в целом.
2. Будущее 3D печати в промышленных масштабах
При всех плюсах 3D печать пока не достигла такого уровня зрелости, чтобы печатать детали любой формы и сложности в неограниченных объемах по конкурентоспособной цене.
Производители все еще ведут постоянные исследования и разработки, работы по совершенствованию оборудования, технологических процессов, расширению линейки и изобретению новых материалов, адаптированных под АП.
При всех существующих и ожидаемых выгодах, аддитивные технологии не могут полностью заменить традиционное производство. Оно по-прежнему будет широко востребовано в массовом производстве. Две эти производственные технологии будут дополнять друг друга.
3. Предпосылки роста рынка: уровни зрелости 3D печати
Исторически (и поэтому чаще всего) АП используют для создания прототипов, сокращая время разработки и вывода продуктов, позволяя быстро согласовать с руководством макет.
Еще одним фактором популярности прототипирования является отсутствие необходимости сертификации напечатанных объектов, поскольку прототипы (демообразцы не являются ответственными деталями и конструкциями).
В то же время, применение 3D печати обеспечивает для компаний-внедренцев результаты, не доступные ранее, которые стимулируют все большее внедрение 3D печати в производственные и маркетинговые процессы в компании.
Рис. 2 Три стадии зрелости внедрения 3D печати в компании, отрасли, стране
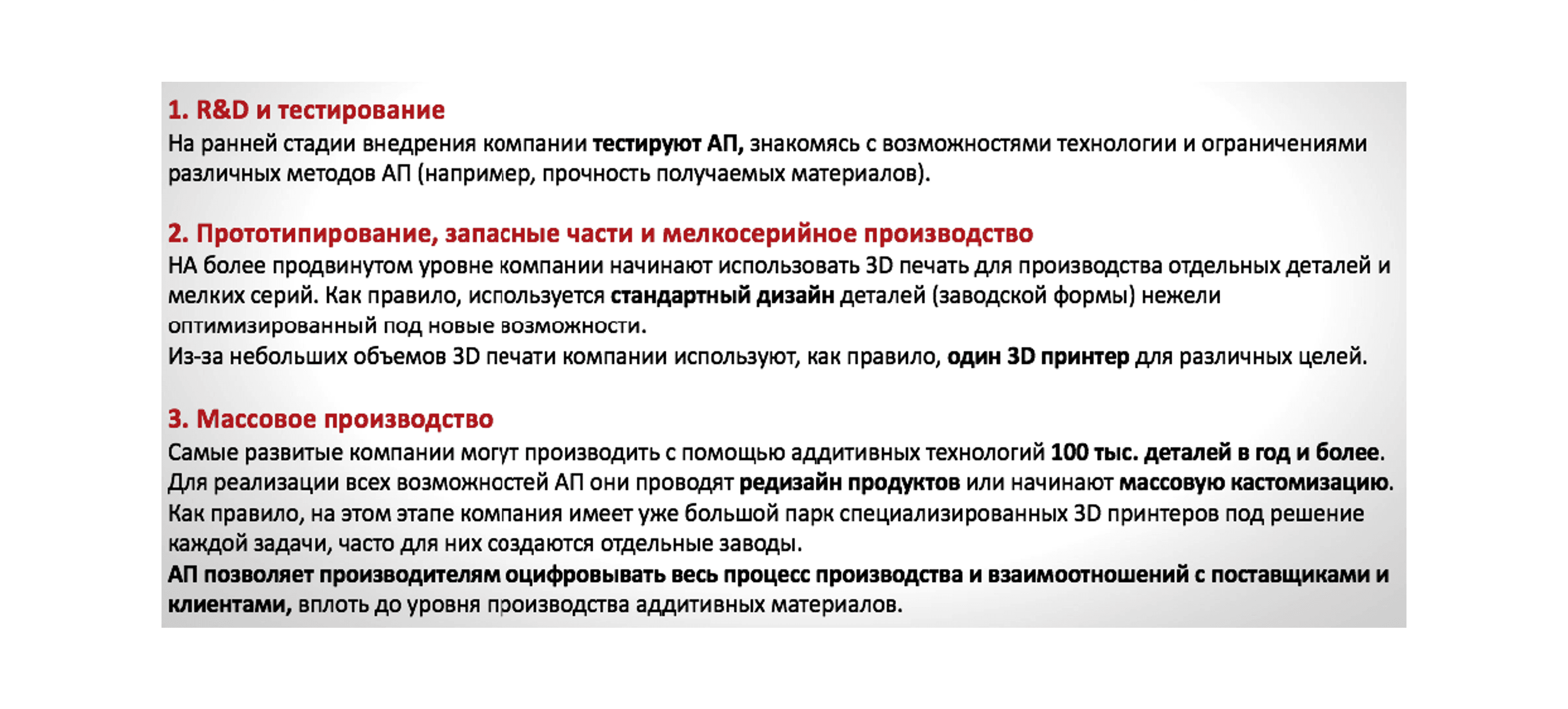 |
Источник: J’son & Partners Consulting
4. Новые возможности и преимущества 3D печати
Сегодня технологические достижения позволяют уже экспериментировать с полномасштабным промышленным производством на основе АП и обеспечивают:
Беспрецедентное сокращение производственного цикла и разработки продукта.
Не существовавшую ранее свободу дизайна (в т.ч. для новых продуктов).
Увеличение добавленной стоимости за счет освоения производственной экспертизы и/или сокращения посредников.
Возможность оперативного изготовления оснастки (или отсутствие необходимости в оснастке).
Производители научились создавать различные материалы для печати (полимеры, металлы, композиты и т.д.).
Постоянно совершенствуют оборудование. В том числе в России.
Возможность печати у широкого круга партнеров (вместо зависимости от одного поставщика).
Возможность встраивания в производственный процесс напрямую через цифровизацию инфраструктуры (для производителей это полный контроль над производством, без участия аутсорсинговых / оффшорных производителей и поставщиков оснастки).
Беспрецедентное сокращение производственного цикла и разработки продукта.
Не существовавшую ранее свободу дизайна (в т.ч. для новых продуктов).
Увеличение добавленной стоимости за счет освоения производственной экспертизы и/или сокращения посредников.
Возможность оперативного изготовления оснастки (или отсутствие необходимости в оснастке).
Производители научились создавать различные материалы для печати (полимеры, металлы, композиты и т.д.).
Постоянно совершенствуют оборудование. В том числе в России.
Возможность печати у широкого круга партнеров (вместо зависимости от одного поставщика).
Возможность встраивания в производственный процесс напрямую через цифровизацию инфраструктуры (для производителей это полный контроль над производством, без участия аутсорсинговых / оффшорных производителей и поставщиков оснастки).
АП создает деталь напрямую из цифровой модели. Цифровая модель может быть отправлена (и получена) из любого места и позволяет:
Децентрализовать производство, упростить логистику, транспорт, склад, цепочку поставок
Разместить 3D принтеры у Заказчиков (больницы, армия, удаленные месторождения и поселения и т.д.).
Обеспечить печать по запросу в момент возникновения потребности.
Организовать ремонт в местах производства или поломки.
Организовать печать запчастей.
АП подходит для создания такого дизайна продуктов, который ранее был недостижим, либо был слишком дорогим для изготовления традиционными методами (механическая обработка на станках с ЧПУ, литье и т.д.):АП позволяет объединить несколько частей и десятки компонентов в одну деталь, что упрощает сборку и ускоряет производство.
Возможность кастомизации продукции по требованию Заказчика.
Топологическая оптимизация под спец требования конкретного применения (например, облегчение конструкции или сокращение расхода материала).
Печать конструкций любой сложности без удорожания (принцип «сложность за бесплатно» - когда производство одной детали стоит столько же, что и большой партии).
5. Оценка рынка 3D печати в мире
Оценка рынка 3D печати составляет:
~ более $7 млрд. в 2017 году, в т.ч. услуги составили более 60% рынка2.
~ $350 млрд. – прогноз к 2035 году (оценка BCG), если аддитивные технологии займут 1,5% глобального рынка обрабатывающей промышленности (или около 50% целевого рынка).
~ $640 млрд. - к 2050-2065 годам (консенсус анализ международных экспертов), на основе 5% от общего рынка обрабатывающей промышленности (или 100% целевого рынка). Эксперты склоняются к превышению этого показателя в силу потенциальных выгод применения АП.
Перспективы для России могут быть еще более влиятельными в силу преобладания импорта в производственных отраслях.Более 60% мировых продаж 3D принтеров в 2017 году держали за собой 10 производителей: Stratasys, 3D Systems, Envisiontech и др.
По количеству установленных 3D машин лидерство принадлежит США, далее Израиль, Европа, Китай, Япония.
6. Основной принцип технологий аддитивного производства
Первоначально, вместо названия аддитивное производство (АП) применялся термин «быстрое прототипирование» (rapid prototyping) – быстрое создание прототипа изделия в целях проверки проектных расчетов, доработки при необходимости и утверждения опытного образца перед началом серийного производства. Ранее эту работу выполняли специализированные компании, часто расположенные в другой стране (например, в Китае или Тайване). Стоимость изготовления единичного прототипа была не соразмерна стоимости изготовления единицы продукта в массовом заказе, при этом образца приходилось ждать неделями.
Возможность создания прототипа на месте и мгновенного тестирования его функциональных свойств явилась реальным технологическим прорывом для производственных и дизайнерских компаний, что стало толчком к развитию рынка.
Далее, технологию подхватили и доработали промышленные компании для разработки оснастки, что существенно сократило подготовительный цикл производства и себестоимость.
По мере совершенствования технологий и материалов и все большей интеграции АП в производственный цикл промышленных гигантов, стала возможной печать полнофункционального продукта (а не только предварительного макета), а также индивидуальной печати на заказ, в связи с чем, термин «быстрое прототипирование» перестал отражать реальные возможности 3D-печати и возникла необходимость в отдельном понятии, которое назвали «аддитивное производство».
Рис. 3 Этапы развития рынка 3D-печати
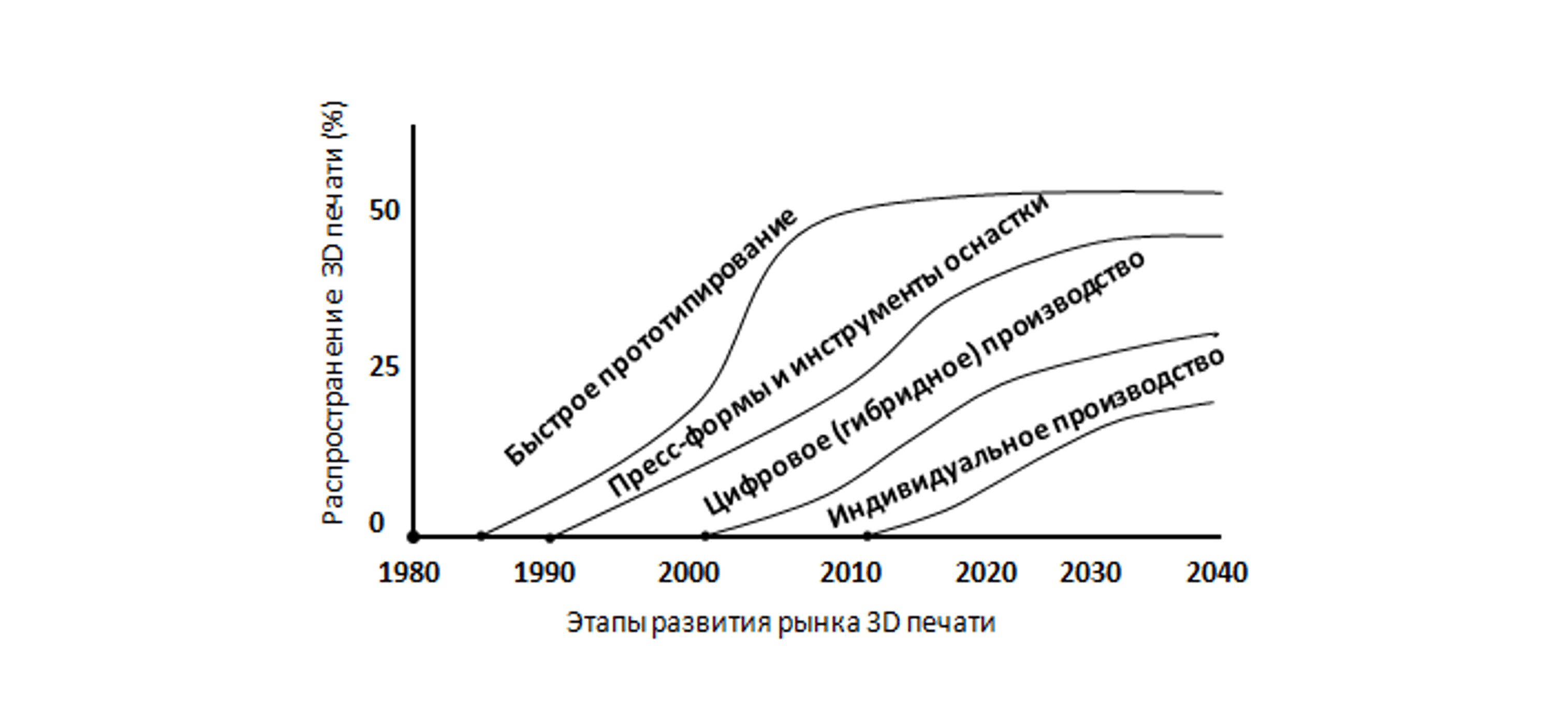 |
Источник: J’son & Partners Consulting по данным издания «3D печать», Кристофер Барнат
Основной принцип технологии АП заключается в том, что модель создается с использованием системы трехмерного автоматизированного проектирования (3D САПР, 3D CAD – Computer-Aided Design). Данные моделирования разбиваются на серии данных (слои) двумерных сечений заданной толщины, которые затем загружаются в программное обеспечение 3D-принтера и послойно изготавливаются в соответствии с разработанной 3D-моделью.
Этот принцип послойного подхода заложен в конструкцию практических всех моделей принтеров, которые отличаются только типом используемого материала, методом создания слоев, типом подачи энергии и технологией их склеивания между собой. Основных способов (технологических процессов) склеивания материалов в мире разработано и введено в коммерческую эксплуатацию 7 (семь).
Внутри каждого способа производители соответствующего оборудования применяют различные варианты работы с материалами и создают патентованные технологии, в зависимости от жидкого / твердого сырья, спекания / склеивания / сплавления слоев между собой, использования лазера, ультрафиолета, нагревания, охлаждения для создания химической реакции.
Синонимы термина аддитивное производство (от англ. additive – добавлять):
атоматизированное изготовление (Autofab – Automated Fabrication) в значении автоматизации производства и исключения ручного труда;
быстрое прототипирование (БП) изделий произвольной формы (Freeform Fabrication / Solid Freeform Fabrication);
послойный синтез, собственно аддитивное производство;
аддитивное формование (чаще понимается в значении прототипирования, изготовления заготовки);
стереолитография (SL / Stereolitography) или трехмерная печать (3DP). Первое название введено производителем 3D Systems, а второе введено MIT (Массачусетским технологическим институтом). Оба термина описывают сочетание двумерных процессов производства (литография + печать) и расширение в третье измерение. Употребление в СМИ наименования «3D-печать» делает его общеупотребительным и превалирующем на рынке в обозначении технологий АП.
7. Ограничения традиционного производства и преимущества 3D печати
3D-печать называют одной из самых передовых технологий, которая кардинально изменяет сложившийся способ проектирования и производства.
Схематично самый радикальный вариант влияния на производственную цепочку представлен на рисунке.
Рис. 4 Цепочка добавленной стоимости в традиционной и аддитивном производстве
 |
Источник: Научная библиотека MDPI, Швейцария
Традиционная промышленность жестко централизована и управляется из единого центра, даже когда различные производственные звенья цепи поставок расположены в других странах (с целью удешевления себестоимости).
Производственные процессы строго регламентированы, последовательны и ограничены техническими и физическими возможностями применяемого оборудования.
Заданные жесткие конструкторские ограничения закладываются в системы автоматизированного проектирования (САПР) для руководства инженеров, проектировщиков и конструкторов, чтобы они не выходили за пределы возможностей оборудования.
Эти ограничения связаны в значительной степени с необходимостью применения оснастки (форм для литья и изготовления продукции требуемой формы), различных видов механической обработки и постобработки продукта (часто ручной, плохо поддающейся автоматизации), сборки большого количества деталей и комплектующих от разных поставщиков.
Сроки изготовления оснастки значительно удлиняют сроки основного производства, кроме того, чем сложнее итоговая продукция, тем больше видов различной оснастки требуется в рамках одного производственного процесса. Жесткие требования к свойствам оснастки и сложность форм, логистические расстояния до места производства обеспечивают длительный цикл изготовления и высокую стоимость, которая оправдана только в условиях массового производства (себестоимость распределяется на весь объем) и не позволяет изготавливать единичную модель (себестоимость оснастки, вложенная в стоимость товара, кратно увеличивает его стоимость и делает неприемлемой). Любые изменения в продукт требуют также переоснащения всей производственной линии, новых инструментов оснастки и длительного времени, - поэтому мелкосерийное производство в традиционных рамках невозможно.
3D-печать существенно упрощает технологический процесс, снижает трудоемкость, ускоряет производство, снижает логистическую и энергетическую нагрузку и удешевляет себестоимость изготовления.
Подрывной (disruptive) характер аддитивных технологий кардинально меняет сложившуюся организацию производства и предоставляет спектр возможностей, ранее не достижимых за всю историю промышленности, поэтому эту технологию считают одним из важнейших драйверов Индустрии 4.0 :
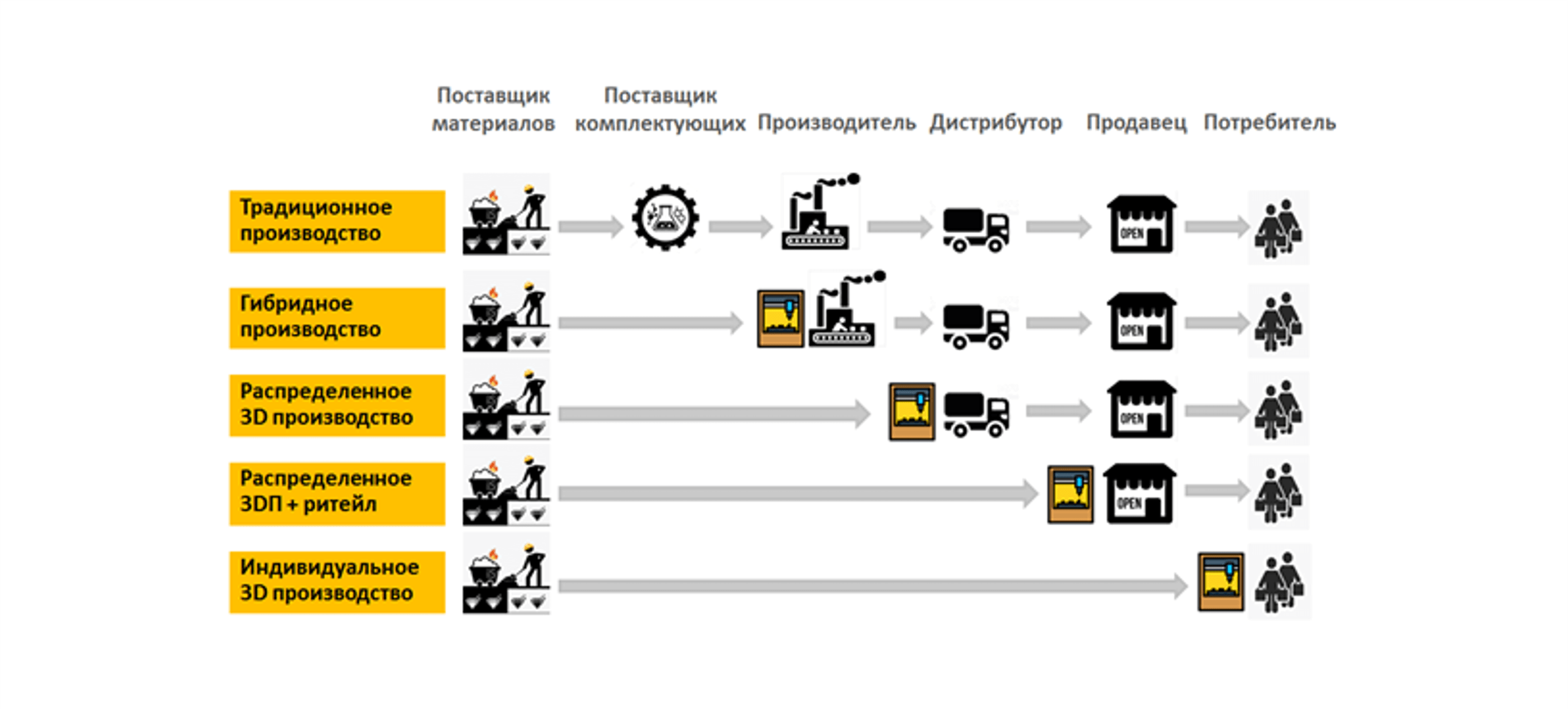
меняется (подрывается), схема организации производства, вместо централизованного управления становится возможной печать деталей / комплектующих на месте, в разных звеньях кооперационной цепочки и на разных этапах производственного цикла в зависимости от отрасли и от потребностей потребителя.
Это может быть печать оснастки на месте, печать без оснастки функциональных деталей, или их частей с последующей механической доработкой на станке с ЧПУ, также компании экспериментируют и предлагают 3D печать в магазинах или логистических центрах ближе к потребителю, интернет-магазинах и даже в почтовых отделениях; частные пользователи получают возможность изготавливать требуемый продукт самостоятельно.
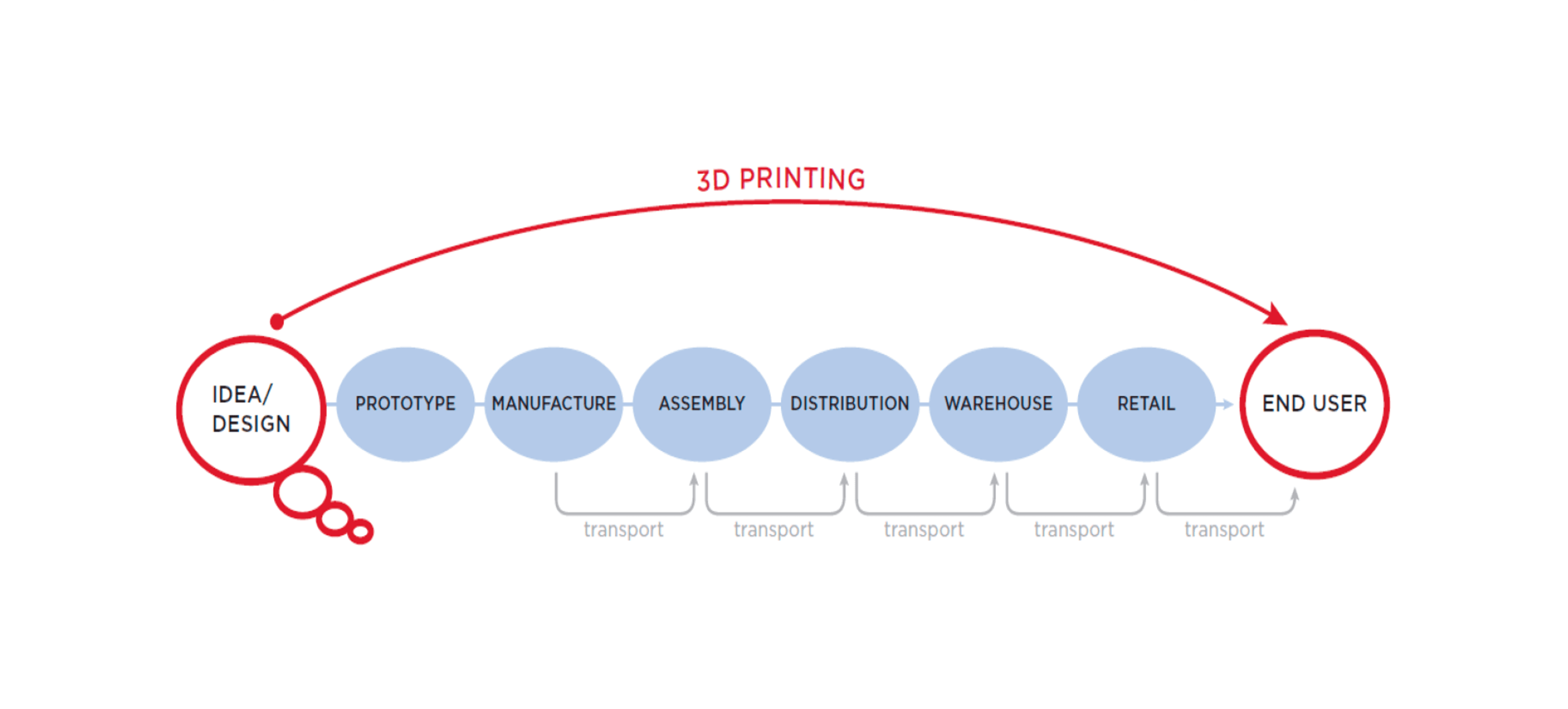
Рис. 5 Изменение цепочки добавленной стоимости под влиянием 3D-печати
 |
Источник: J’son & Partners Consulting на основе экспертных материалов Medium.com и др.
● за счет изготовления детали любой формы и сложности, экономии на оснастке или ее более дешевого изготовления с помощью АП, подрывается и перестает действовать главный экономический принцип современной промышленности – эффект масштаба .
Вместо эффекта масштаба возникает новый экономический принцип 3D-печати – «экономика единицы» (economy-of-one). А также «сложность за бесплатно» (complexity for free) – печать единичной детали любой сложности по индивидуальной модели по одинаковой стоимости независимо от размера партии, и без необходимости налаживать производственную линию и формировать массовый заказ для уменьшения и распределения себестоимости, поскольку для принтера все равно какой формы печатать деталь, благодаря технологии послойного добавления материала.
Традиционное и аддитивное производства имеют преимущества и недостатки, проявляемые в каждом конкретном случае, они определяются совокупностью факторов, среди которых: цели применения, объем партии, срочность заказа, размеры и геометрические параметры детали, используемый материал, требования к обработке и рядом других.
Верхнеуровневые различия традиционного и 3D производства приведены в таблице.
Табл. 1 Различия традиционного и аддитивного производства, преимущества АП
Традиционное производство | Параметры | 3D печать |
Высокие расходы производства, изготовления оснастки, доставки | Расходы | Значительное сокращение на оснастке и логистике |
Массовое производство, высокая стоимость малой партии | Экономия на масштабе | Низкая стоимость одной детали и малой партии |
Менее инновационный фиксированный дизайн, обусловленный технологическими и экономическими ограничениями, простые формы | Дизайн | Возможен дизайн любой сложности, гибкое моделирование, быстрое внесение изменений, инновационный дизайн, топологическая оптимизация |
Требуется для настройки производственного процесса изготовления новой детали | Время на настройку оборудования | Не требуется дополнительного времени, достаточно загрузить в принтер цифровую модель |
Различные последовательные процессы – сначала прототипирование в несколько итераций, затем производство | Прототипирование | Единый интегрированный процесс – 3D моделирование и печать по цифровой копии |
Работа людей ограничена трудовой сменой, требует компенсаций за доп. время, больничные и т.д. | Интенсивность ручной работы | 3D принтер может печатать 24 часа в день |
Оснастка + производство + сборка | Сборка | Возможно производство без оснастки и сборки, консолидация нескольких деталей в один дизайн |
Длительный цикл изготовления (производство по оснастке, последующая механическая обработка, часто ручная, сборка) | Скорость | Более короткий цикл за счет печати по цифровой модели |
Большие потери материала, «вычитающий» характер операций влияет на точность деталей | Качество | Низкие потери материала, высокая точность за счет послойного синтеза материала |
Требуются складские запасы на случай поломки (расходы на аренду, хранение и закупку запасных частей) | Запасы инвентаря и запасных частей | Печать по запросу, не требуется хранение на складе |
Стандартизированная продукция из ограниченного списка, один тип и размер для всех целей (one-size-fits-all) | Стандартизация | Для не критичных деталей зачастую не требуется (кроме ряда отраслей с жесткой регламентацией). Кастомизированный уникальный продукт под индивидуальные требования и функциональные характеристики |
Длинная сложная цепочка и логистика, офшор, изготовление оснастки и деталей в Китае | Цепочка добавленной стоимости | Упрощение цепочки, упразднение звеньев, изготовление на месте |
Жесткая централизация, производство в одном месте | Централизация | Децентрализация, возможно дистанционное производство на территории Заказчика |
Завод, оборудование в собственности | Заводское оборудование | Возможна печать по запросу у третьих лиц (3D печать as-a-service, 3DPaaS) |
Источник: J’son & Partners Consulting
8. Примеры применения и оценки экономического эффекта внедрения 3D печати
Промышленность, авиакосмическая отрасль и автопроизводители уже успешно адаптировались, и такие компании как GE, Boeing, Mercedes, Rolls Roy’s, печатают детали для себя из металла, пластика и композитов, добиваясь уменьшения веса и большей эластичности.
Знаменитый кейс GE – топливные форсунки LEAP, которые изначально включали 22 титановых детали и сваривались вместе при сборке, при помощи 3D лазерного плавления удалось сделать редизайн форсунки и создать единую кобальт-хромовую деталь с улучшенной износостойкостью и сократить весь на 25%. Кобальт-хром был выбран по причине более низкой плотности, устойчивости к коррозии, жесткости, прочности, способности выдерживать нагрузки при высоких температурах до 982С, меньшей стоимости в сравнении с титаном и доказанными преимуществами в медицинском применении.
Уже сегодня, например, компания GE Aviation успешно протестировала двигатель, одна треть которого напечатана из титанового сплава. В январе 2018 года компания с помощью аддитивных технологий консолидировала компоненты для своего усовершенствованного двигателя Turboprop. Новая конструкция объединила 855 отдельных частей в 12, уменьшив вес на 45,4 кг (100 фунтов) и на 20% сократив расход топлива.
Рис. 6 В передовых отраслях применение 3D печати для функциональных деталей растет и становится эффективным даже для больших объемов и размеров
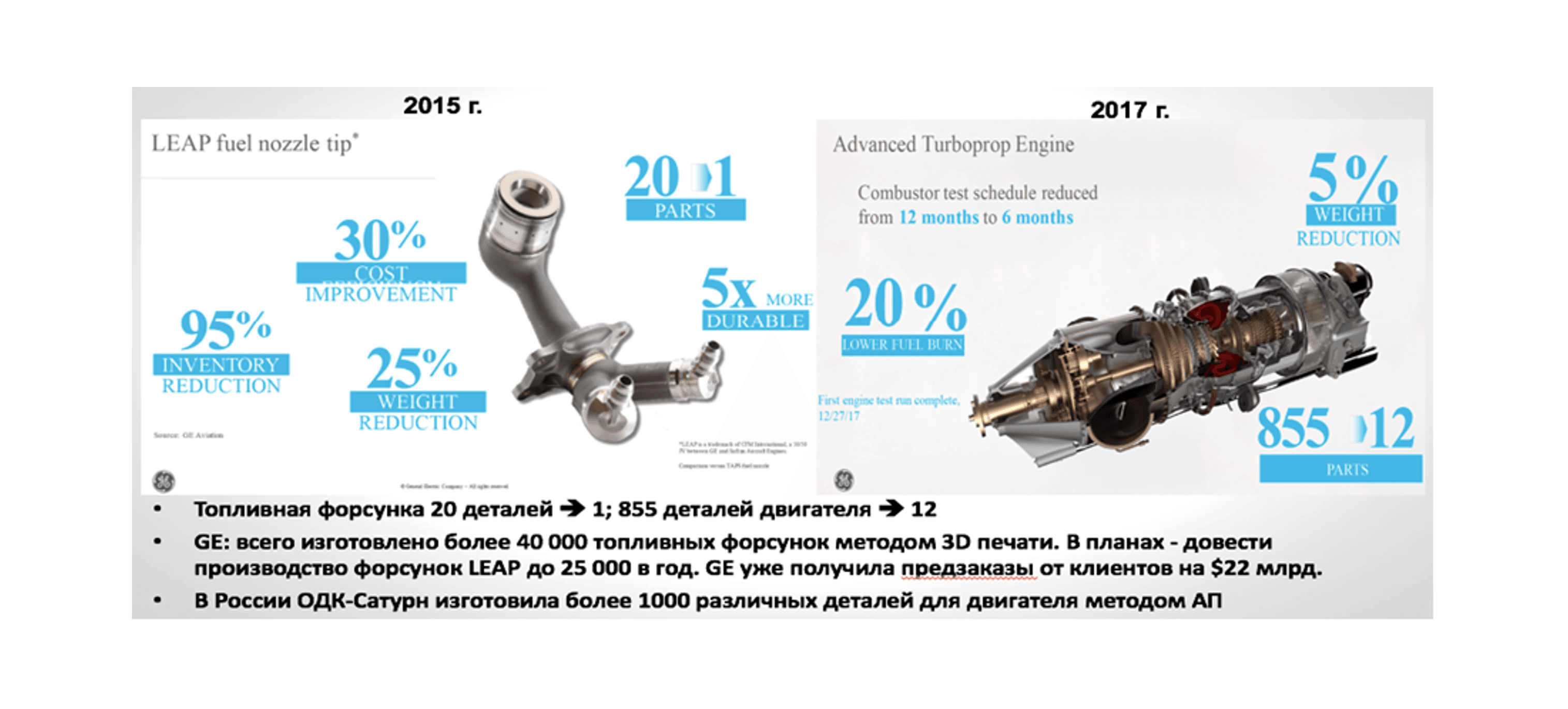 |
Источник: J’son & Partners Consulting по материалам GE
Новый дизайн также увеличил мощь двигателя на 10% и упростил техническое обслуживание. Сокращение количества деталей в сборке одновременно сокращает накладные расходы, связанные с документацией, инспекцией, прослеживаемостью, планированием производства и контролем. Кроме того, меньшее количество деталей приводит к уменьшению трудовых затрат, времени сборки продукта и сокращению сборочной линии, способствуя дополнительно сокращению производственных затрат.
Когда GE Aviation проанализировала свой вертолетный двигатель CT7, выяснилось что около 40% двигателя можно изготовить с помощью AП. Последующий редизайн, проведенный в течение 18 месяцев, уменьшил 900 деталей всего до 16. Для этих деталей были снижены вес на 35% и стоимость на 30-40%. Камера сгорания для двигателя CT7 содержит тысячи отверстий и традиционно производится из 90 деталей. Обычно требуется около года для проектирования и тестирования и пять или шесть инженеров, работающих над ней. Используя АП, один инженер перепроектировал и протестировал камеру сгорания как одну деталь меньше, чем за шесть месяцев и добился на 30% уменьшения веса.
Формула 1 - пионер во внедрении инноваций в автомобильной отрасли - кардинально перестроив проектирование и производство, добилась сокращения сроков изготовления, стоимости и облегчения деталей гоночных автомобилей.
Партнер команды F1 Williams по 3D-печати (производитель принтеров EOS) отмечает:
«При традиционном производстве команда ждала новые детали долгие месяцы, сейчас это занимает несколько часов. Williams сейчас печатает больше 2000 деталей в месяц, и при этом получает значительную экономию стоимости».
За счет создания сложных форм дизайна 3D-принтер может уменьшить объем используемого материала и благодаря этому существенно облегчить конструкцию, что является критичным фактором для ряда отраслей (например, сэкономленный килограмм для Формулы 1 может означать разницу между победой или поражением в гонке, для авиакосмической индустрии облегчение деталей выражается в экономии расхода топлива, тогда как для стационарного заводского оборудования сэкономленная масса будет не так важна). Тогда как в традиционном производстве удаление материала для облегчения веса удорожает производство, в связи с дополнительной работой и расходами на резку, сверление, металлообработку.
Рис. 7 Когда вес имеет значение: оценка экономии от снижения массы изделия в разных отраслях
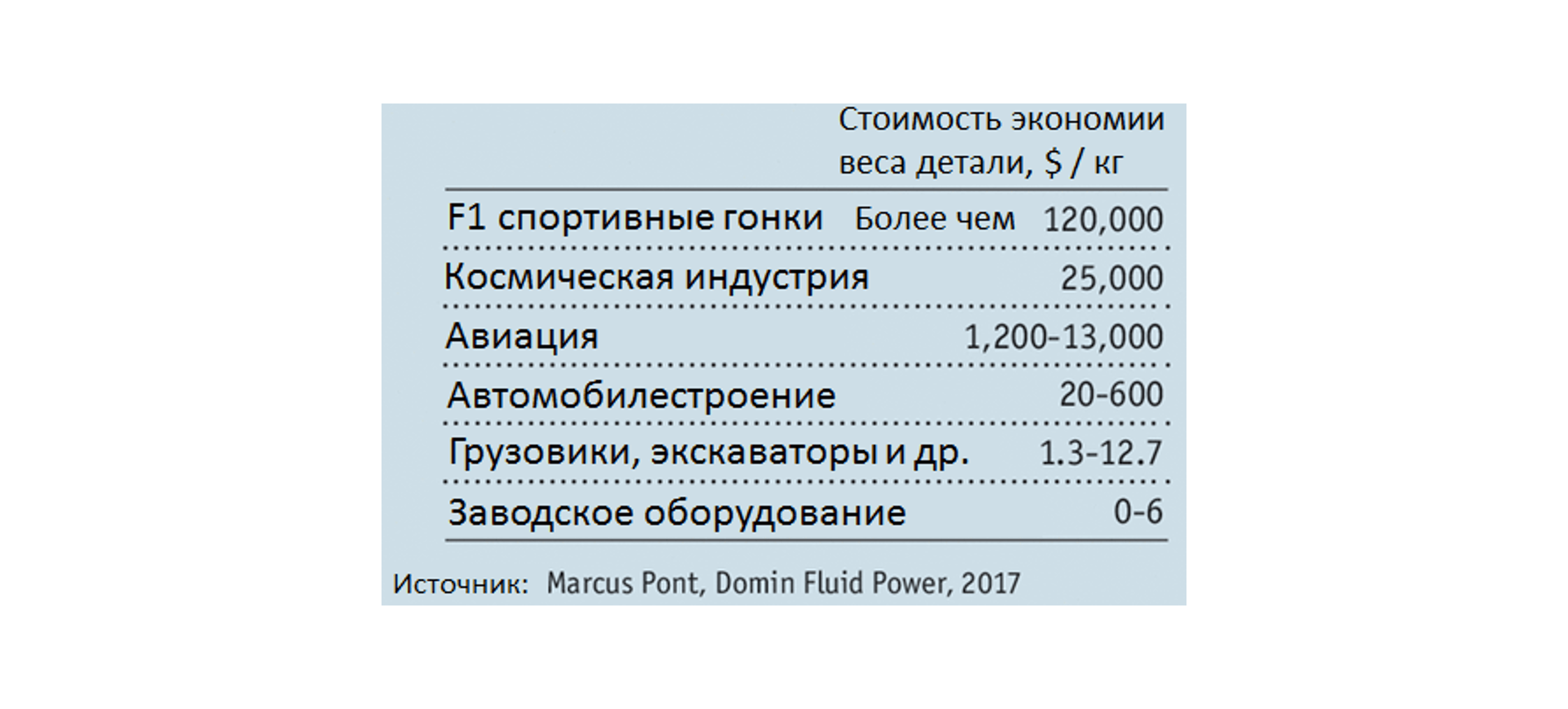 |
Источник: J’son & Partners Consulting по материалам Economist.com
Другой пример, производитель 3D-принтеров Stratasys совместно с дизайнерской компанией Worrell добились 95% сокращения времени и 70% экономии расходов на изготовление оснастки при производстве медицинских устройства в сравнении с традиционным литьем под давлением.
Рис. 8 Экономия стоимости и времени изготовления с применением оснастки, напечатанной на 3D-принтере
 |
Источник: J’son & Partners Consulting по материалам www.ecnmag.com
Сервис-провайдер SD3D предлагает печать мелкосерийных партий по стоимости в несколько раз ниже традиционного литья за счет экономии на оснастке. Например, для своего клиента - производителя газировки, стоимость изготовления 5 000 жестяных банок остается привлекательнее, если печатать их на 3D-принтере в США, не ждать заказа из Китая, не платить за доставку и задействовать трудовые ресурсы своей страны (что отмечается как одно из преимуществ инновационной технологии).
Рис. 9 Стоимость изготовления банок для газировки при стандартном производстве с учетом оснастки и применении 3D печати
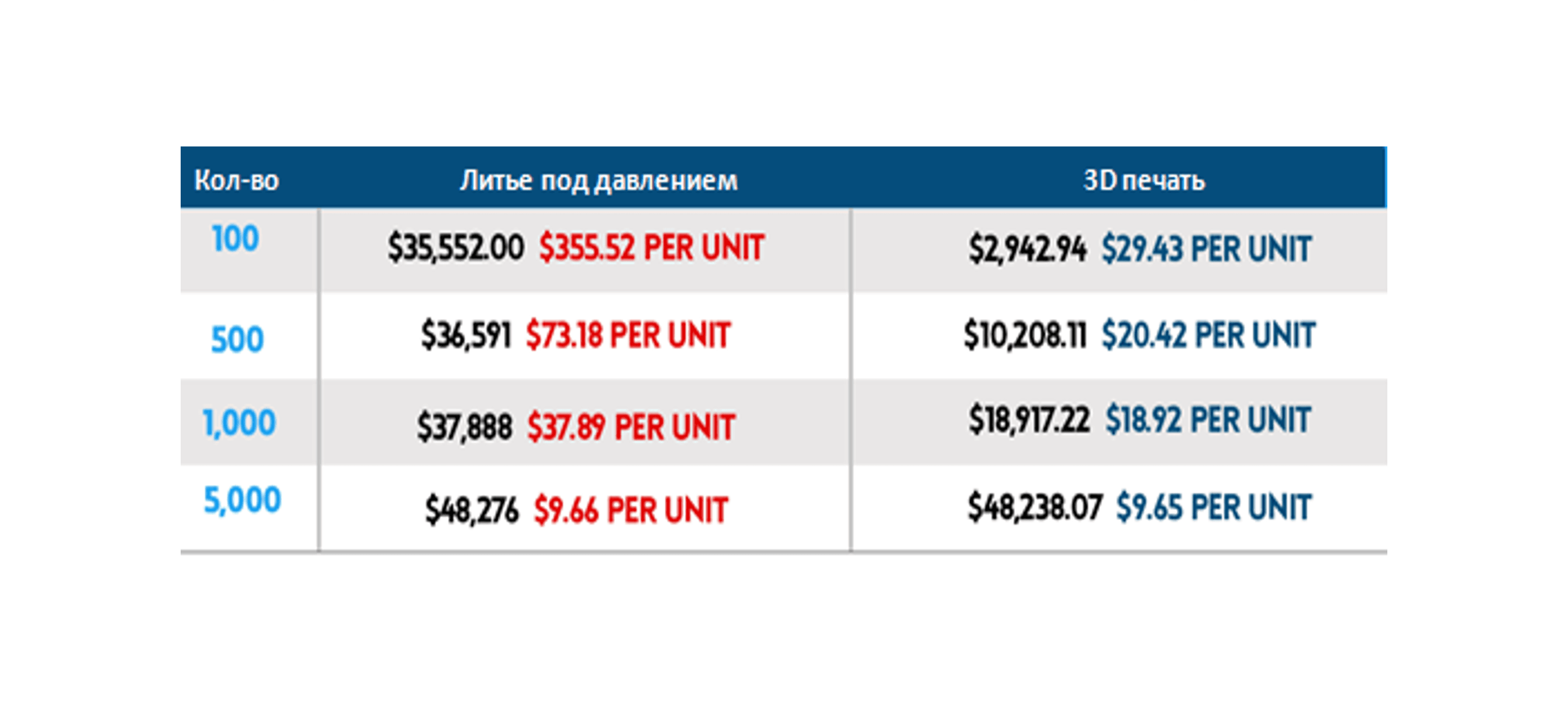 |
Источник: J’son & Partners Consulting на основе материалов
https://www.sd3D.com/3D-printing-vs-injection-molding/
Еще один пример - производство считывателей бар-кода от компании Protolabs (центр прототипирования США). Традиционная технология включает 5 частей, которые изготавливаются по литьевой оснастке. Подготовка оснастки занимает недели или месяцы, в зависимости от сложности, каждая из них стоит $20 000, то есть на один считыватель требуется оснастка за $100 000 ($20 000 х 5 частей). При стоимости продукта $410, точка безубыточности для производителя наступает при сроке окупаемости 3,6 лет и объеме продаж 1626 штук (или 450 штук в год).
В случае изготовления оснастки 3D-печатью, время изготовления оснастки сокращается до нескольких дней, стоимость - до $5 000 за каждую часть изделия (всего $5 000 х 5 = $25 000). Окупаемость достигается за 0,9 лет при объеме продаж 406 шт.
Рис. 10 Сравнение традиционного и цифрового изготовления оснастки
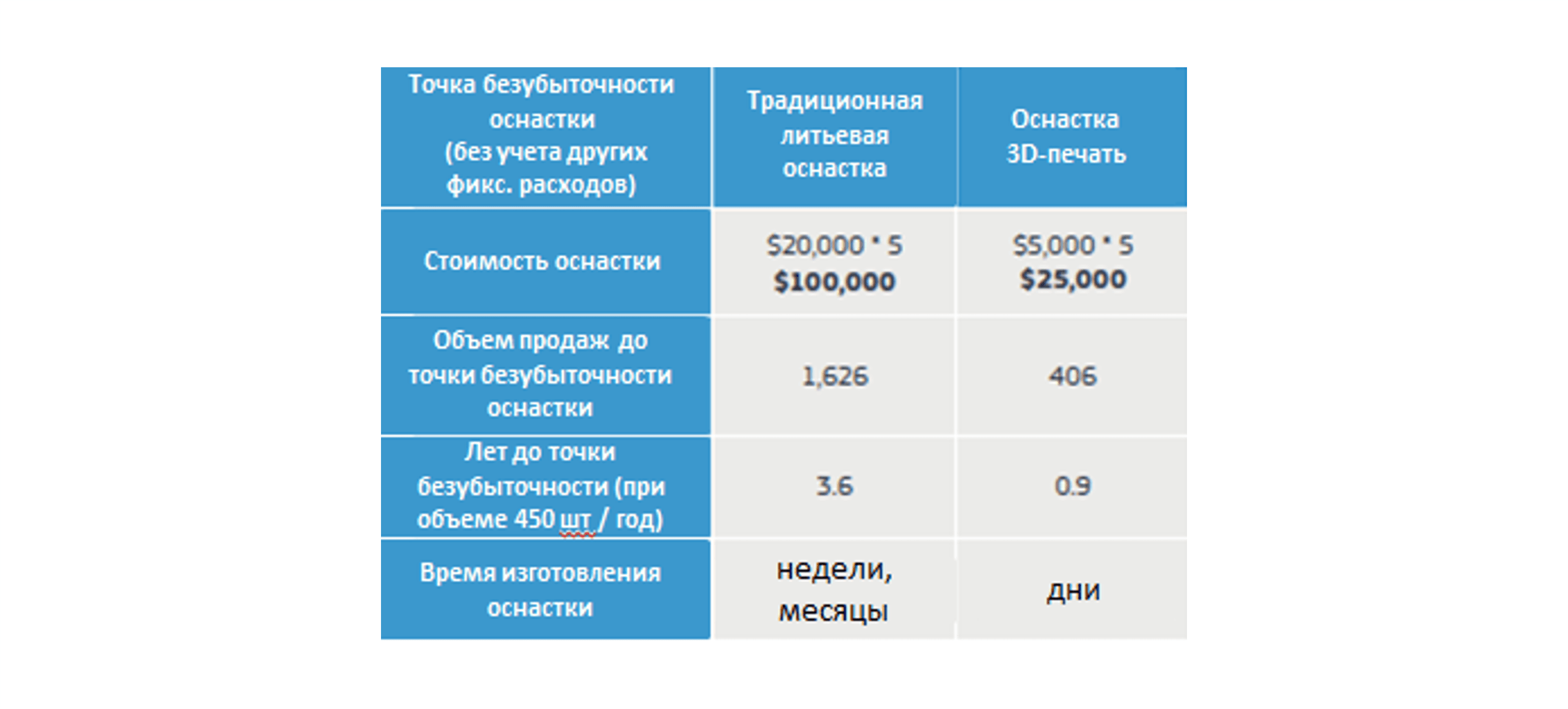 |
Источник: J’son & Partners Consulting на основании материалов Protolabs.com
9. Экономический эффект внедрения 3D печати для США: рост ВВП, возврат производства, компетенций, рабочих мест и импортозамещение
США видят возможность вернуть производство и компетенции «домой», создать порядка 3 млн новых высокотехнологичных рабочих мест и сократить импорт.
Консультанты A.T. Kearney оценивают влияние АП на экономику США в 10-летней перспективе следующим образом:
3D печать способна вернуть 1,7–2,8 млн. рабочих мест из других стран за счет организации национальных производств, использующих АП на месте.
3D печать способна создать 3-5 млн. новых высоко квалифицированных рабочих мест в стране за счет развития связанных с 3D печатью производств и специальностей, в т.ч. в логистике - 0,2 млн. рабочих мест, в проектировании и инжиниринге - 0,5 млн, в производстве – 2,8 млн.
3D печать способна импортозаместить $330-500 млрд. за счет производства продукции, которая в настоящий момент импортируется из других стран.
3D печать способна обеспечить дополнительный вклад в ВВП в размере $600-900 млрд за счет развития отраслей, подверженных внедрению АП.
10. Этапы аддитивного производства
Этапы процессов АП одинаковы почти для всех технологий с разной вариацией по степени автоматизации процессов:
1) Разработка дизайна - проектирование в САПР, создание 3D (CAD) модели.
2) Оптимизация 3D модели.
3) Преобразование данных CAD-модели в форматы STL/AMF, исправление ошибок.
4) Перенос STL-данных в принтер, позиционирование, симуляция, нарезка.
5) Настройка принтера.
6) Производство.
7) Извлечение детали, удаление опор.
8) Постобработка.
9) Тестирование.
10) Использование.
Рис. 11 Подготовка к печати. Основные этапы аддитивного производства
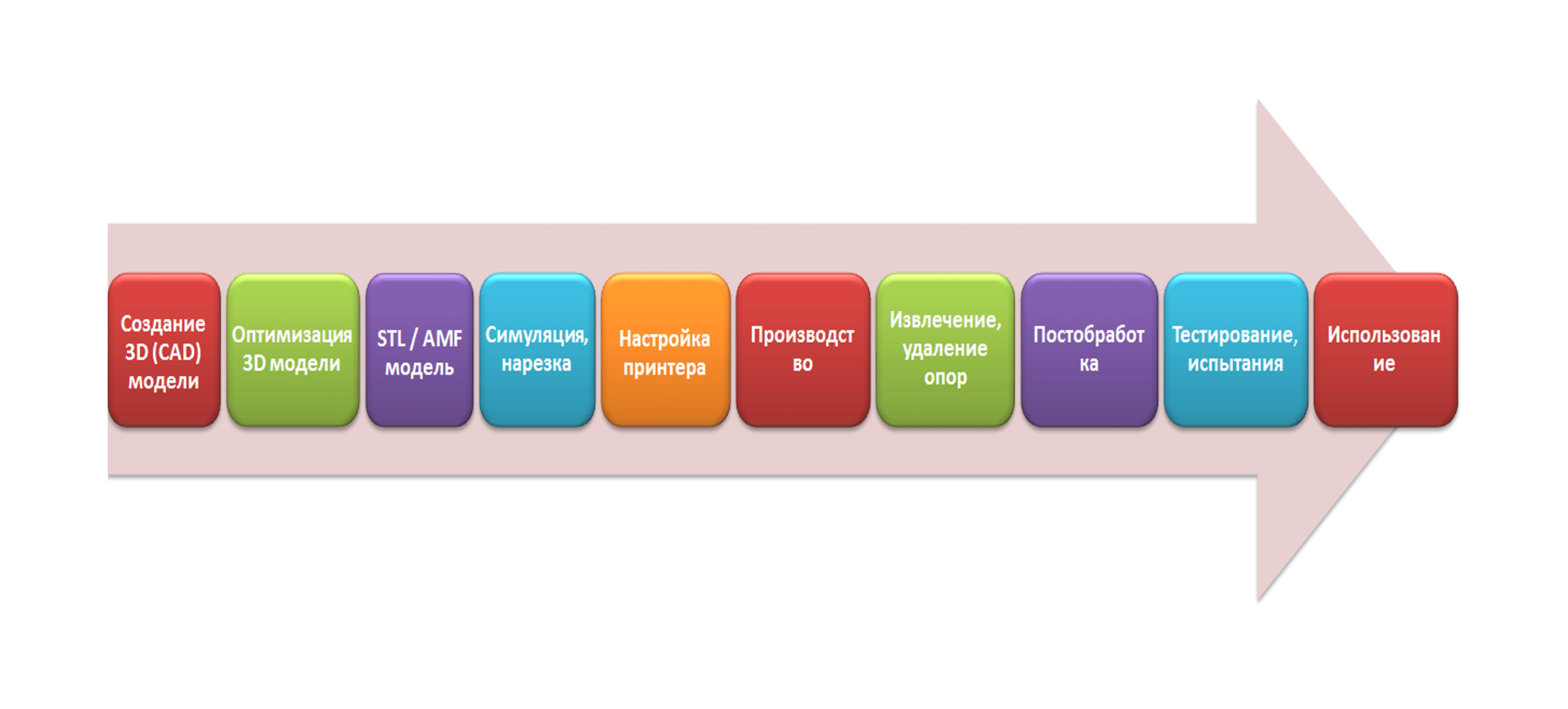 |
Источник: J’son & Partners Consulting
Подробнее этапы АП рассмотрены в Отчете «Рынок 3D печати и перспективы применения аддитивных технологий в России и в мире».
11. Технологии и материалы аддитивного производства
В основе АП лежат аддитивные технологии, сгруппированные в основные категории, определенные принципами классификации (в соответствии с действующими стандартами).
В настоящее время выделены семь, определенных стандартами, основных технологических процессов, категорий АП:
Фотополимеризация в ванне/ Vat Photopolymerization, VP;
Струйное нанесение материала/ Material Jetting, MJ;
Струйное нанесение связующего/ Binder Jetting, BJ;
Синтез на подложке/ Powder Bed Fusion, PBF;
Экструзия материала/ Material Extrusion, ME;
Прямой подвод энергии и материала/ Directed Energy Deposition, DED;
Листовая ламинация/ Sheet Lamination, SL.
Табл. 2 Аддитивные процессы и примеры технологий
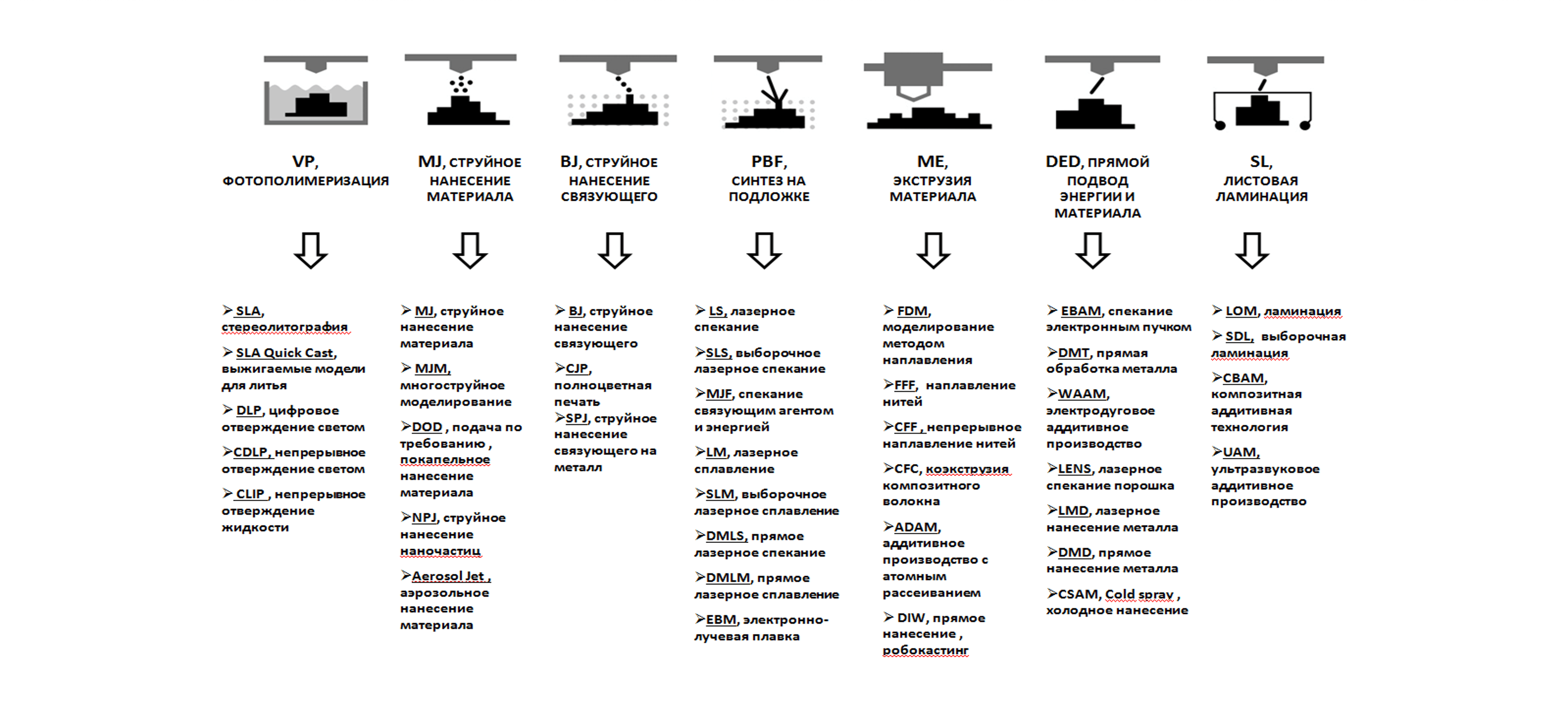 |
Источник: J’son & Partners Consulting
Гибридный тип процесса не определен системой мировых стандартов, в общем виде процесс рассматривается как комбинация технологий АП и субтрактивного производства.
Каждая технология АП имеет свои сферы применения, преимущества и недостатки, отличается специфическими характеристиками в части оборудования, используемых материалов, процессов пред- и пост- обработки. Основные параметры процессов приведены в Табл. 3
Табл. 3 Процессы и технологии аддитивного производства
Тип процесса | ME | MJ | BJ | VP | SL | PBF | DED |
Категории, ГОСТ/ ASTM | Экструзия материала/Material Extrusion | Струйное нанесение материала/Material Jetting | Струйное нанесение связующего/Binder Jetting | Фотополимеризация в ванне/Vat Photopolymerization | Листовая ламинация/Sheet Lamination | Синтез на подложке/Powder Bed Fusion | Прямой подвод энергии и материала/Directed Energy Deposition |
Основные принципы процесса | Капельное нанесение материала | Материал избирательно подается через сопло или отверстия | Жидкое связуюшее наносится на тонкие слои порошка. Деталь строится послойно посредством склеивания частиц материала | Отверждение жидкого полимера в ванне | Скрепление листового материла | Тепловая энергия воздействует на области построения порошка на подложке | Фокусированная тепловая энергия расплавляет материал во время нанесения |
Примеры технологий | FDM,моделирование методом наплавления | MJ, струйное нанесение материала | BJ, струйное нанесение связующего | SLA, стереолитография | LOM, ламинация | LS, лазерное спекание | EBAM, спекание электронным пучком |
Преимущества | •изготовление объектов сложной геометрической формы, со сложной внутренней структурой; | • широкое применение; | • отсутствие необходимости в поддержке; | •изготовление деталей сложной формы, высокой степени детализации, больших размеров; | • невысокая стоимость и доступность применяемых материалов; | • большой ассортимент материалов; | •изготовление деталей сложной конструкции; |
Недостатки | •необходимость структур поддержки; | • необходимость структур поддержки; | • хрупкие детали с ограниченными механическими свойствами; | • применяются только фотополимеры; | • ограниченный набор материалов; | • необходима высокая мощность источников энергии; | •ограниченный перечень материалов; |
Материалы | • полимеры; | • полимеры; | • полимеры; | • полимеры | • полимеры; | • полимеры; | • металлы |
Область построения, мм (на основе БД принтеров) | Min 127x127x127 | Min 152x152x51 | Min 160x65x65 | Min 47х18х40 | Min 241x203x124 | • без учета производителей Китая | • без учета производителей Китая 100х100х100 |
Основные производители оборудования | Stratasys, Израиль | 3D Systems, США | 3D Systems, США | FormLabs, США | EnvisionTEC, Германия | 3D Systems, США | Optomec, США Sciaky, США InssTek, Корея |
Источник: J’son & Partners Consulting, по материалам производителей
Рис. 12 Классификация материалов АП, полимеры
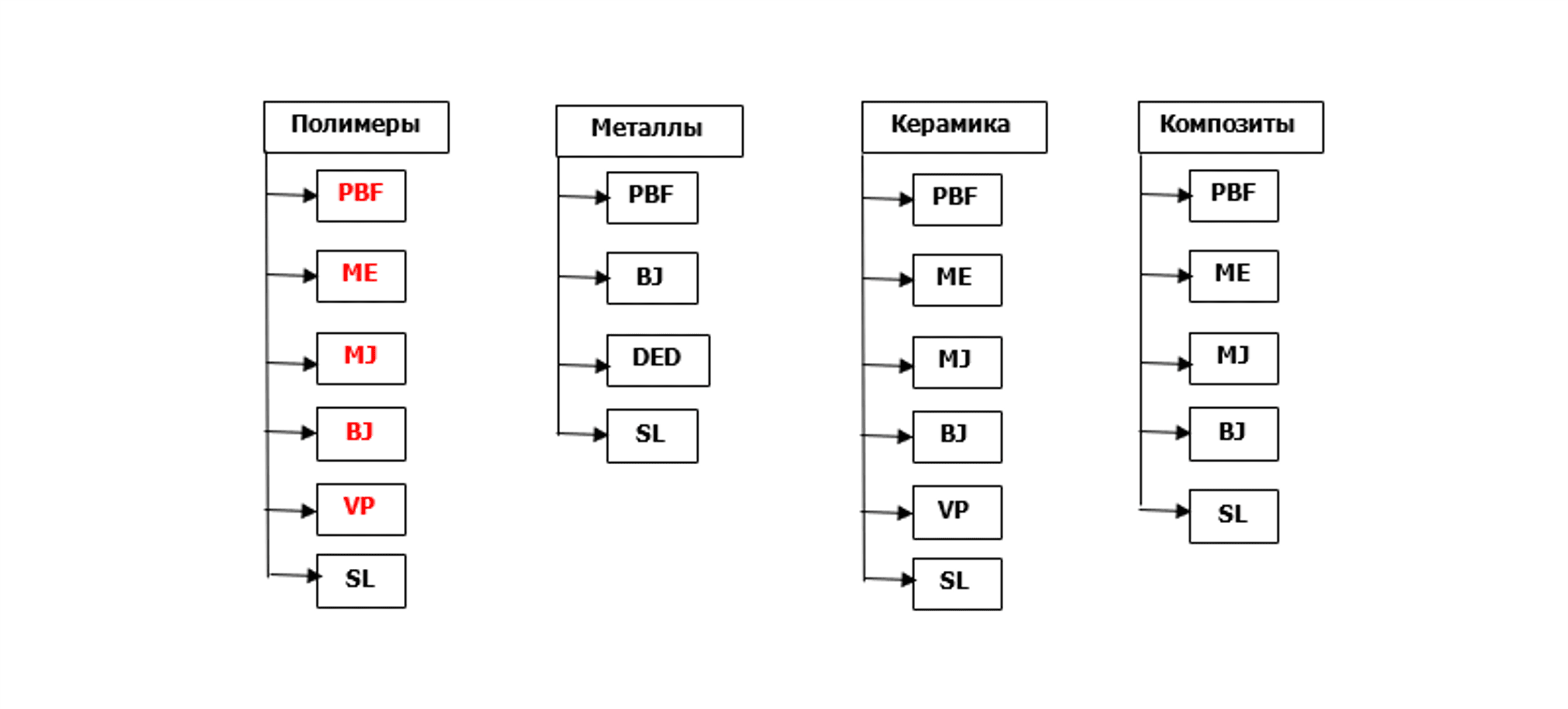 |
Источник: J’son & Partners Consulting
12. Ограничения, сдерживающие применение 3D печати
Несмотря на неоспоримые преимущества 3D печати, существуют принципиальные ограничения, которые оказывают сдерживающее влияние на сферу применения АП: масштаб производства, размер детали, скорость, себестоимость, технологическая экспертиза, материалы и постобработка и специфические другие.
Сегодня технология ограничена геометрией и рабочим размером принтера и скоростью печати. Функциональность принтеров претерпевает существенные изменения. Требуется совершенствование в повышении трехмерной точности готовых изделий, повторяемости на уровне заданного качества детали на выходе (сейчас с этим есть проблемы, от раза к разу получается разный результат), нужны работы по расширению доступных материалов для печати (сейчас список ограничен).
Для получения гарантированного качества изделия, требуется обеспечить работоспособность, надежность и единство оборудования, процессов и продукта.
Ожидаемый /контролируемый результат на выходе можно получить через контроль показателей на входе и мониторинг процесса в режиме реального времени.
Это простой принцип на практике является сложным и дорогостоящим, особенно с учетом новизны процессов АП, требуемой инфраструктуры, уровня цифровизации и организации мониторинга. А дорогостоящий и трудоемкий процесс проведения испытаний для контроля и удостоверения качества отпугивает производителей и пользователей технологии.
Основные производственные барьеры 3D печати связаны с разработкой полнофункциональной, мощной, надежной, удобной и безопасной интегрированной системы для обеспечения сканирования (анализа) в процессе нанесения необходимого количества материала, скорости, высокого полноразмерного разрешения с сопутствующей энергией для изготовления детали и осуществления контроля за размерностями.
Другие проблемы - это финишная обработка поверхностей, размер детали, изменчивость качества продукции от машины к машине и между производственными партиями и отсутствие фундаментального понимания влияния операционных переменных на качество деталей.
Вместе с потенциальными преимуществами, применение 3D печати также поднимает проблемы законодательства и регулирования. Лишь та компания получит максимальные выгоды от внедрения АП, которая обеспечит заводской стандарт качества собственных напечатанных деталей.
Для обеспечения строгих стандартов производительности и безопасности потенциальным препятствием является отраслевая сертификация напечатанных изделий. Целесообразно совершить качественный переход от использования АП для изготовления прототипов к ее применению в производстве деталей конечной продукции, которые должны строго соответствовать надежным отраслевым стандартам.
Также неурегулированным барьером для отрасли является право владения интеллектуальной собственностью на конструкторскую документацию и дизайн проектируемых деталей со стороны традиционных производителей. Обычно производители изготавливали компоненты на централизованных объектах. Использование цифровых моделей для печати деталей в разрозненных местах вызывает их озабоченность по поводу сохранения интеллектуальной собственности, как у традиционных производителей, так и у компаний, кто занимается разработкой новых деталей и оборудования для собственного применения.
Тенденции эволюции 3D принтеров нового поколения, принципиальные ограничения, которые могут сдерживать применение АП подробно рассмотрены в Отчете «Рынок 3D печати и перспективы применения аддитивных технологий в России и в мире».
13. Стратегия выбора технологии и оборудования для 3D печати
Многочисленные сочетания исходных параметров, вызванные большим ассортиментом технологий – материалов – оборудования, обуславливают необходимость тщательного сравнения и обоснованного выбора производственного комплекта для печати.
Выбранная технология 3D печати определяет материал, структуры поддержек, требования к постобработке, принтер; играет значительную роль в стоимости и скорости построения детали. И в конечном итоге влияет на качества и свойства готовой детали.
На сегодняшний день нет единого подхода и правил – каким образом наиболее эффективно напечатать ту или иную деталь. Ни один принтер не является лидером по всем или по многим ключевым показателям. Все еще не сложилось опорного стандартного оборудования, единых принципов подбора технологии или материала, стандартизированных процессов.
Постоянно изобретаются и патентуются новые печатные процессы на инновационных физических принципах, продолжается прогресс в создании новых видов пластичных и твердых материалов, объединяющих лучшие свойства металла и пластика для 3D печати.
Более 600 патентов выдано в области 3D печати с 1996 года, более 50 методов (процессов) печати запатентованы производителями 3D принтеров, более 100 патентов выдается в год компаниям на технологии в разных отраслях (индустриальные лидеры патентуют собственные решения и разработки):
Табл. 3 Число выданных патентов в области 3D-печати, 2010-2016 гг.
Годы | 2016 | 2015 | 2014 | 2013 | 2012 | 2011 | 2010 |
Всего выдано патентов (нарастающим итогом) | 646 | 545 | 336 | 318 | 273 | 247 | 227 |
В том числе по годам: |
101 |
209 |
18 |
45 |
26 |
20 |
40 |
Принтеры / технологии | 6 | 10 | 0 | 1 | 1 | 1 | 2 |
Материалы | 3 | 4 | 1 | 1 | 1 | 1 | 2 |
ПО | 5 | 10 | 1 | 3 | 2 | 2 | 2 |
Авиация | 12 | 23 | 3 | 7 | 4 | 2 | 6 |
Архитектура | 9 | 21 | 2 | 5 | 2 | 3 | 4 |
Производство электроники | 17 | 29 | 2 | 5 | 2 | 2 | 6 |
Промышленность, производство оборудования | 10 | 23 | 2 | 4 | 4 | 3 | 4 |
Медицина / Стоматология | 16 | 46 | 4 | 10 | 5 | 4 | 6 |
Автомобильная промышленность | 12 | 23 | 2 | 6 | 3 | 2 | 4 |
Другие | 10 | 19 | 1 | 3 | 3 | 1 | 4 |
Источник: J’son & Partners Consulting на основании https://3Dprint.com
Несмотря на обилие информации, конечному пользователю в настоящее время все еще сложно разобраться - как получить требуемую деталь, исходя из имеющихся возможностей и ресурсов.
Выбор технологии – материала - 3D принтера представляет собой инженерную задачу типичную с точки зрения отсутствия однозначно верного решения.
Каждый отдельный заказ на печать требует детального рассмотрения (определения выполнимости, возможного улучшения характеристик, экономического эффекта).
Поэтому возможно обозначить некоторые критерии выбора, но однозначно определить верную последовательность без наличия собственной (или партнерской) системы с разработанными алгоритмами отбора сложно, так как каждый случай уникален и требует учитывать нюансы (соответствие параметров печати с требуемыми свойствами детали).
Оптимальный выбор оборудования 3D-печати требует понимания компромиссов, предлагаемых различными процессами и параметрами.
При анализе компромиссов, последовательность решений зависит от ключевых характеристик, которые требуются получить в результате печати объекта: прочность, скорость печати, минимальное разрешение, стоимость и т.д.
Изучая такое разнообразие полезно разработать различные Классификаторы по основным показателям, облегчающие сравнение, набор знаний и экспертизы в трехмерной печати.
J’son & Partners Consulting рекомендует разработать свою собственную оценочную систему параметров печати, влияющих на механические свойства детали, которая позволить принять эффективные решения по выбору оборудования.
Также, оценивая зрелость технологий и потенциал применения АП в своей сфере, консультанты J’son & Partners Consulting рекомендуют регулярно анализировать успешные кейсы применения 3D печати в своей отрасли и в других отраслях, как в России, так и в других странах глобальными лидерами.
14. «Золотые правила» применимости 3D-печати и Контрольные вопросы для помощи в подборе производственного оборудования
Внедрение аддитивных технологий в производственный и закупочный арсенал, по сути, наделяет производственными функциями компании, которые ранее самостоятельно не занимались изготовлением промышленной продукции, подрывая (от англ. disruptive – разрушительный, подрывающий) сложившийся рынок и кооперационные взаимосвязи с поставщиками. Немаловажную роль в этой тенденции играют экономические и технологические санкции, по отношению к российским компаниям и отраслям.
Теперь компании, внедряющие 3D печать в производство, обязаны самостоятельно обеспечивать на внутрикорпоративном уровне высокий и достаточный уровень владения экспертизой в материалах и их соединениях, производстве и постобработке, робототехнике, сборке, метрологии, дизайне и автоматизированном проектировании (САПР). Большие усилия, многочисленные НИОКР, а также квалифицированные специалисты требуются в материаловедении , технологиях и метрологии .
В состоянии подобной информационной энтропии и в условиях не достаточно развитого рынка (когда самая сильная экспертиза сосредоточена как правило в закрытых высокотехнологичных секторах ВПК) Компании вынуждены самостоятельно справляться с дилеммой:
Можно ли напечатать данную деталь на 3D принтере и на каком оборудовании? Насколько это эффективно для Компании? Как повысить эффективность применения 3D печати?
Несмотря на преимущества 3D-печати, выбор производственной технологии для изготовления конкретной детали (литье, станок с ЧПУ или 3D принтер) не всегда очевиден и требует тщательных экономических расчетов.
Следует заметить, что на развитых рынках, сервисные бюро 3D печати зачастую предлагают Заказчику на выбор все три равнозначных (с точки зрения изготовления конечного продукта) производственных метода - 3D печать, станок с ЧПУ (CNC Machine) и литье. Они сами просчитывают экономическую эффективность 3-х вариантов производства и дают рекомендацию что выбрать.
При этом в литье оснастка изготавливается методом 3D печати, что сокращает срок и стоимость изготовления детали, именно поэтому этот способ преподносится как равнозначный двум другим. Также, необходимо учитывать, что сервисные бюро в развитых странах – это, как правило, большие экосистемы партнеров с производственной базой и размещением заказа на ближайшем свободном производстве. Это обуславливает быструю услугу литья.
Поэтому, перед принятием решения в пользу 3D печати, Заказчику следует принимать во внимание более широкую картину возможных вариантов производств детали и сравнить между собой стоимостные, временные и качественные параметры всех возможных методов производства (включая механообработку на станке с ЧПУ и традиционное литье) и оценить их наличие и доступность в России. А также технологии аддитивного производства между собой.
В общем случае, в отсутствии гарантированных рекомендаций и утвержденных стандартов, в отрасли сложился разделяемый игроками рынка подход, который можно назвать набором «Золотых правил» и Контрольных вопросов, руководствуясь которыми можно приблизиться к принятию решения по 3D печати конкретной детали и выбору оборудования.
Золотые правила и Контрольные вопросы для выбора Технологии – Оборудования и Материала для 3D печати подробно рассмотрены в Аналитическом Отчете J’son & Partners Consulting «Рынок 3D печати и перспективы применения аддитивных технологий в России и в мире».
15. Текущий статус развития аддитивных технологий в России
Текущее развитие российского рынка аддитивных технологий российские и зарубежные эксперты характеризуют как стадию формирования в сравнении с миром и в целом низкую зрелось.
Однако, по оценке J'son & Partners Consulting, существующая «авторитетная» статистика в принципе, обсчитывает выигрышные показатели «спонсоров» индустрии аддитивных технологий и защищает лидирующее положение отдельных стран и компаний. Она неумолима по цифрам опережения ведущими странами Запада количественных внедрений, производства и использования машин и принципов АП. Есть основания допускать, что реальное положение вещей может значительно отличаться от принятых систем количественных оценок из-за недуга недоучета разработок АП многочисленными российскими КБ, НИИ, различными ФГУП, и традиционно на оборонных предприятиях. Красноречивым свидетельством служит, например, история применения технологий АП и показательный высокий уровень оснащенности аддитивным оборудованием в КБ «Сухой», ЦНИИТМАШ, ОДК, Ростех, Роскосмос и Росатом.
В России уже появились производители материалов и дорогостоящих промышленных 3D-принтеров стоимостью от 5 млн рублей, накопилась критическая масса разработок, аддитивная отрасль включена в технологическую повестку государства. Ведущие промышленные центры страны и госкорпорации начали переход от прототипирования, производства оснасток, изучения возможности технологий и НИОКР к ремонту функциональных изделий и выборочной печати конечных рабочих изделий.
Таким образом, проведенный анализ J'son & Partners Consulting позволяет сделать вывод, что технологического отставания РФ в сегменте АП нет. Отдельные качественные показатели достижений АП в России (двигатели, турбины, здания, материалы...) уже сейчас вписывают Россию в число мировых лидеров по освоению технологий.
Но из-за внедренческих, инвестиционных и коммерческих условий и все еще слабой кооперации значительно отстают гражданские отрасли производства в части применения АП и развития сферы коммерческих услуг (3D печать по требованию).
J'son & Partners Consulting заключает, что доля России на сегодняшний день в мировом рынке 3D печати 1,5% - не репрезентативна как показатель состояния технологии в отдельно взятой стране.
Реальными показателями участия в мировом соревновании развития и применения 3D печати в АП являются:
Формирование и функционирование центров компетенции АП.
Формирования центров национальной координации и наличие программы развития.
Формирование базы знаний материалов, сырья, технологий, совместимости, соответствия, методики испытаний, национальной стандартизации, применительных и заместительных практик, и т.п.
Производство и проектирование производства принтеров.
Разработка и гибридизация процессов.
Разработка и гибридизация филаментов.
Разработка и совершенствования программного обеспечения процессов АП.
Государственная поддержка внедрения АП.
По этим синтетическим качественным показателям можно более точно замерить положение каждой страны в конкурентном поле и ее потенциал.
Россия по экспертным оценкам в этих показателях может уверенно претендовать на место в первой десятке лидеров, с потенциалом занять первое место в уже в ближайшие несколько лет в случае ускоренной реализации мер, обозначенных в стратегических заявлениях руководства страны и флагманов аддитивного производства в стране (J'son & Partners Consulting).
На сегодняшний день в России ведется активная работа по развитию аддитивных технологий: формируются центры компетенций и подготавливаются национальные стандарты для сегмента. Для компаний, которые хотят протестировать возможности 3D-печатив регионах России создано несколько Центров компетенций аддитивных технологий и прототипирования. Такие организации предоставляют в пользование свое аддитивное оборудование. Услуга подходит для тех, кому нужно провести НИОКР, выпустить уникальный продукт, проверить возможности своего технологического прототипа. Отличный образец накопителя знаний в области АП представила отечественная компания 3D Today - Энциклопедия 3D-печати. (http://3dtoday.ru/wiki/)
В соответствии с поручениями Правительства и Министерства промышленности и торговли при непосредственном участии и координирующей роли ФГУП «ВИАМ» был разработан «Комплексный план мероприятий по развитию и внедрению аддитивных технологий в Российской Федерации на период 2018–2025 годы», который позволит консолидировать усилия российских ученых и разработчиков средств аддитивного производства.
В разработке плана принимали участие более 30 организаций, входящих в состав ГК «Росатом», «Роскосмос», «Ростех» и их интегрированных структур (ПАО «ОАК», АО «Вертолеты России», АО «ОДК», АО «КРЭТ» и др.), ведущие вузы страны, Фонд фундаментальных исследований.
Комплексный план включает шесть основных направлений:
1) создание единой информационной среды на базе цифровых технологий;
2) создание отечественных материалов нового поколения и аддитивных технологий изготовления деталей;
3) разработка отечественного оборудования на базе отечественного ПО;
4) разработка национальных стандартов и нормативной документации;
5) совершенствование системы подготовки кадров по базовым инженерным специальностям;
6) создание цифровых аддитивных производств.
Распространение аддитивного производства должно стать одним из явлений трансформации традиционной промышленности на рубеже 2025–2035 годов.
16. Экосистема российского рынка АП
В России уже сложилась сильная экосистема игроков.
Россия освоила производство оборудования, производство сырья, начала разработку ПО. Сильные и надежные команды, способные оказывать все услуги «под ключ», в России уже сформированы. И у них уже есть ряд проектов по АП в крупных промышленных отраслях.
Среди ключевых игроков можно выделить:
производителей оборудования АП,
материалов для них,
дистрибуторов,
контрактных поставщиков услуг 3D-печати (включая инжиниринговые, конструкторские и проектные бюро, центры коллективного доступа),
научные, учебные и образовательные центры, специализированные кафедры, на которые возложена задача исследования свойств и отработки режимов печати отечественными материалами, проведение НИР / НИОКР,
купных государственных заказчиков, осуществляющих внутренние (in house) разработки и внедрение АП для собственных нужд, с возможностью последующей монетизацией технологий на коммерческом рынке,
разработчиков ПО,
специализированные порталы, посвященные 3D печати.
Ряд сегментов представлен на схеме ниже. Профайлы крупнейших игроков отдельно рассмотрены в специальных разделах Отчета «Рынок 3D печати и перспективы применения аддитивных технологий в России и в мире».
Рис. 13 Крупнейшие игроки российской экосистемы 3D печати
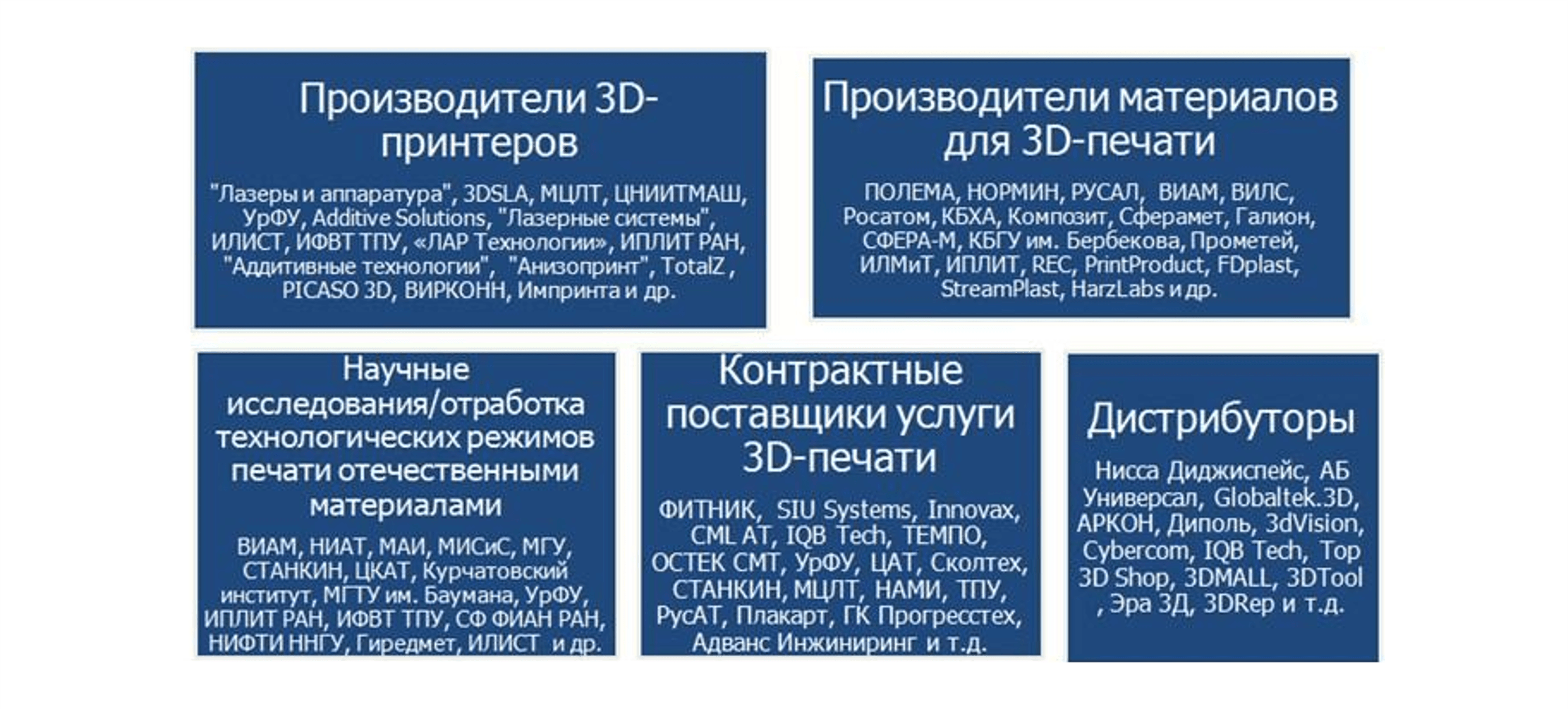 |
Источник: J’son & Partners Consulting
Однако все еще сильна зависимость от импорта и объема средств на НИОКР на доведение инфраструктуры до коммерциализации на мировом уровне.
17. Наследие Советского Союза как сильный задел
Исторически сильная фундаментальная школа научных исследований в России, в особенности по лазерным технологиям, электронным пушкам, оптике, моделированию свойств материалов и процессов, позволяет, с определенными оговорками, сохранять паритет с ведущими зарубежными разработчиками, несмотря на провал 1990х гг. По крайней мере, в теоретических исследованиях и экспериментальной базе.
Технология SLM (селективное лазерное плавление) по сути идентичная лазерной закалке из жидкого состояния, хорошо изученной еще 30 лет назад. При этом, сегодня 80% мирового рынка волоконных лазеров большой мощности занимает американская IPG Photonics с российскими корнями.
В настоящее время государство старается поддерживать потенциально прорывные разработки, все чаще поднимаются вопросы об удержании или возврате домой высококвалифицированных ученых и специалистов.
Аналитики Wohlers отмечают, что производственные мощности российских производителей металлопорошков позволяют производить до 1000 тонн материалов для АП, что свидетельствует как о высоком потенциале роста российского рынка АП, так и возможностях экспорта (весь мировой объем металлопорошков оценивается в 700-900 тонн).
Исторически сильные наработки и производственная база в металлопорошковой металлургии, известная еще со времен Советского Союза, являются залогом для успешного освоения новой индустриальной парадигмы.
Хоть технологии АП за счет низкого индустриального фона пришли в Россию со значительным опозданием, но уже на сравнительно зрелом уровне. Когда перед глазами внедренцев уже были примеры не просто начальной стадии внедрения АП (прототипирование, изготовление оснастки), а уже массового прямого производства конечных изделий.
Это позволило быстро адаптироваться и сразу начать использовать АП на этой зрелой стадии. Необходимость сертификации и общий консерватизм производства являются сейчас сильными сдерживающими факторами, но, тем не менее, компетенции инженеров, руководящего состава и заводов, коммерческих инжиниринговых компаний и т.д. - находятся на довольно высоком уровне.
Этому способствует и сохранившийся научный потенциал, прежде всего, в лазерных технологиях, материаловедении (порошковой металлургии в частности) и фундаментальной науке, который позволил сравнительно быстро разработать собственные SLM- и DMD-установки.
Другое дело, что их доведение до серийного изделия со стабильными режимами печати требует достаточно длительного времени и больших финансовых затрат, с чем российским разработчикам необходима всесторонняя поддержка заказчиков и национальных политических, отраслевых и стратегических лидеров.
18. Производители оборудования для 3D печати
На текущий момент в России уже создан технологический ряд дорогостоящих промышленных металлопорошковых установок, работающих по технологиям SLM и DMD.
Лидеры-производители 3D принтеров промышленного уровня в России:
3DSLA.RU
МЦЛТ
«Лазеры и аппаратура»
ИЛИСТ
ЦНИИТМАШ
РИЦ УрФУ
«Лазерные системы»
«ЛАР Технологии»
Anisoprint
Total Z
Picaso 3D
«Аддитивные технологии»
«Аддитивные решения»
ИПЛИТ РАН
Вирконн
Ирвин (ТМ Магнум)
Царь 3D
Red Rock 3D
СПЕЦАВИА
Apis Cor
И другие.
В России разработано большое число предсерийных установок («Аддитивные решения», «Лазерные системы», «ЛАР Технологии» и ряд других).
Ряд перечисленных компаний уже перешли в стадию серийного промышленного производства металлопорошковых 3D принтеров – производители имеют сильные научные наработки, прежде всего, в области лазерных технологий и материаловедения, активно принимают участие в НИОКР по отработке режимов печати отечественными материалами, и смогли разработать и довести принтеры ответственного промышленного применения до коммерческих продаж. Профайлы ключевых поставщиков – в специальном разделе.
К ним относится:МЦЛТ при МГТУ им. Баумана (в настоящее время ведется сборка для первой коммерческой поставки SLM-принтера).
Зеленоградская компания «Лазеры и аппаратура» (SLM, три подтвержденные коммерческие поставки – в ВУЗы для проведения НИОКР).
«3DSLA.RU — Российские 3D принтеры» (Денис Власов) SLM, поставка в технопарк «Ингрия».
ИЛИСТ СПбГМТУ (Глеб Туричин) уже наладил серийную поставку установок лазерной наплавки (DMD) промышленным предприятиям, – в частности, была осуществлена поставка на Самарский завод «Кузнецов» , на «Дальзавод» и УМПО ОДК.
Несмотря на дефицит программного обеспечения, работы по тестированию, технологическому аудиту и исследованиям перспектив массового промышленного производства на базе этих DMD-установок, продолжаются как на предприятиях ОСК (СПбГМТУ является «якорным» ВУЗом российского кораблестроения), так и на предприятиях ОДК.
Успех СПбГМТУ можно объяснить более низкими требованиями DMD-технологии к качеству и стабильности фракций металлопорошков, а также возможность работы с габаритными деталями, где точность и допуски принципиально ниже, чем в SLM.Родоначальником SLA в РФ был ИПЛИТ РАН, которые разрабатывает лазерные фотополимерные принтеры еще с 2006 г (модельный ряд включает в себя ЛС 120/250/350 c различным размером рабочих зон ).
«Аддитивные технологии», разработчик песчано-полимерных принтеров летом этого года объявил, что выиграл тендер на первую коммерческую поставку принтера АТ1000 для Магнитогорского металлургического комбината . Принтер будет строиться при участии компании ZiasMachinery на ее сборочной площадке в Барнауле. Тем не менее, компания уже заключила соглашение с «Росатомом» по контрактному производству для них литьевых форм, и ведет аналогичные работы с предприятиями ОСК.
Госкорпорации также начали проекты по разработке установок для закрытия собственных потребностей. Наиболее известен «Росатом», создавший специализированного интегратора – «РусАТ», продвигающего разработку ЦНИИТМАШ.
Разработчики промышленных принтеров вплотную подошли к черте, которая отделяет успех от неудачи. Для перехода на стадию коммерциализации компаниям остро нужны инвестиции и готовность потребителей к риску, тестированию и экспериментам. Без такой поддержки большинство из них остаются в единичных экземплярах, в связи с отсутствием коммерческого применения и неосведомленности рынка.
Технологическую «Долину смерти» удастся преодолеть только тем, кто сможет наладить массовые поставки. Это даст возможность производителям получать обратную связь от заказчиков для улучшения своей продукции и получать деньги на финансирование дальнейших НИОКР (крупные мировые производители тратят 20-30% своей выручки на совершенствование своих технологий ежегодно).
У российских производителей промышленных полимерных принтеров (FDM) ситуация лучше, поскольку стоимость таких принтеров на порядок ниже. Хоть речь идет о единичных поставках, при поддержке Минпромторга компании рапортуют о росте предзаказов на поставку техники.Из промышленных установок для печати композитами среди наиболее сильных разработчиков стоит упомянуть Total Z. Также следует выделить Total Z (серия Anyform PRO), ведущих разработки в области печати инженерными пластиками.
А также песчано-полимерные принтеры компании «Аддитивные технологии».
Отдельно стоит упомянуть Anisoprint (Федор Антонов), основное know-how которой заключается в исследованиях по управлению анизотропией свойств углепластика (вдоль укладки волокон). Компания осенью 2018 г. вышла на массовый рынок со своими настольными принтерами Composer, печатающими непрерывным армирующим волокном. Но до этого уже были поставки в Airbus, BMW, а также ряд ведущих европейских R&D-центров. Обладая уникальными технологиями в мировом масштабе, компания ориентируется на глобальные продажи. В следующем году планируется представить уже промышленную версию установки Anisoprint (печатающая головка на многокоординатном манипуляторе).
В сегменте решений для массового рынка, по оценкам Минпромторга (ценовой диапазон до $3-4 тыс.), насчитывается более 30 производителей настольных принтеров .
Один из ярких успешных примеров изготовления российского оборудования - производство 3D-принтеров для строительной отрасли, где российский бизнес опередил Европу и имеет шанс закрепиться на мировом рынке.
Например, компания «АМТ» - резидент Сколково (входит в Группу «АМТ-СПЕЦАВИА») разрабатывает, серийно выпускает и экспортирует аддитивное оборудование - 3D-принтеры предприятия можно использовать для производства архитектурных элементов и даже для печати трехэтажных домов.
Компания прославилась тем, что напечатала жилой дом площадью 300 кв.м. в Ярославле Это не презентационный проект, а настоящее жилое здание! Были пройдены все этапы: подготовлен проект, под здание готовили разрешение на строительство, оформляли паспорт в БТИ. Скоро 3D-дом будет поставлен на кадастровый учет, в нем будет проживать семья. Дом полностью соответствует нормам индивидуального жилищного строительства. Объект уже побил рекорд: это самое большое здание в Европе и СНГ, напечатанное с помощью 3D-принтера.
Рис. 14 Напечатанный дом на строительном 3D принтере производства «АМТ»
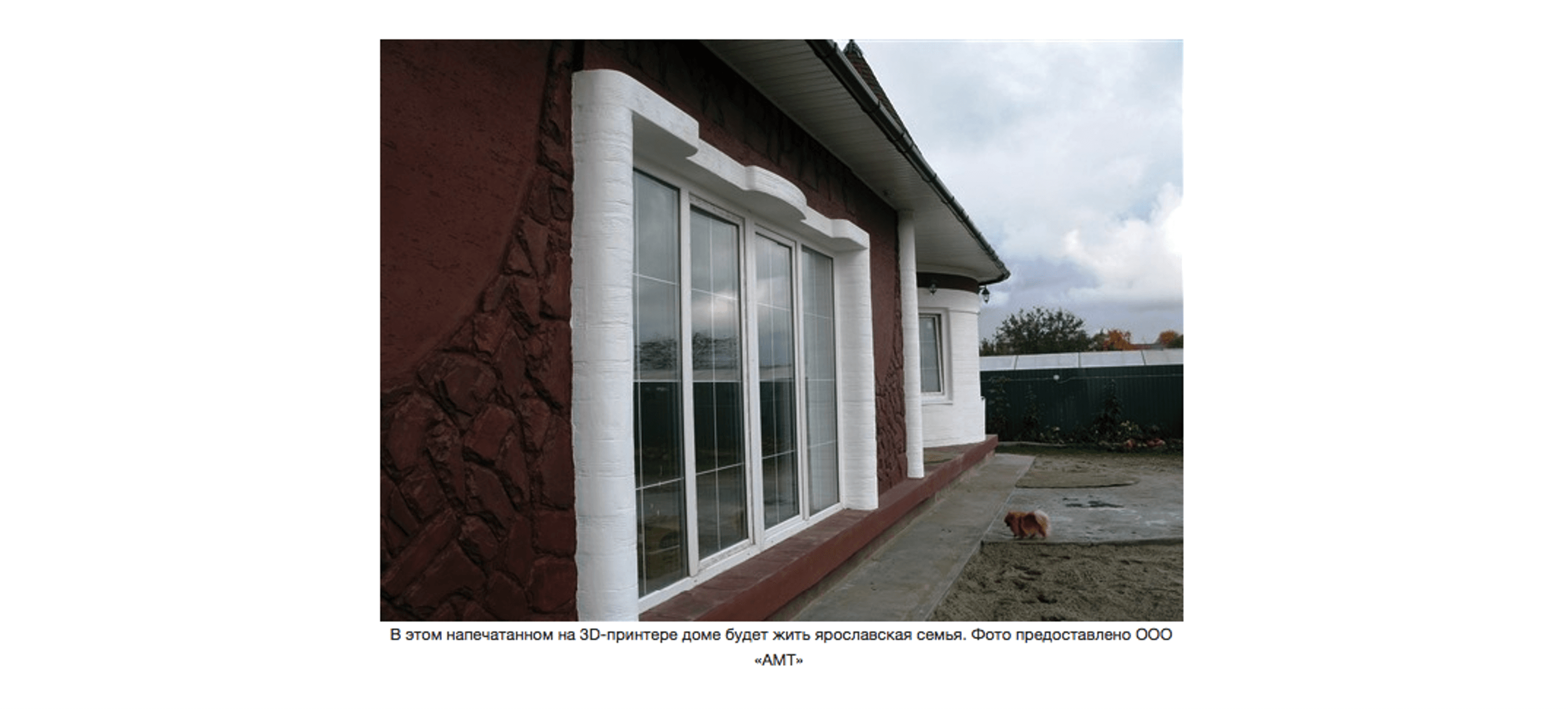 |
Источник: Сколково
Технологию взяли на вооружение европейские строители, и компании совместно реализовали проект в Копенгагене. Его особенность состоит в том, что это первое в Европе здание, которое сооружено методом 3D печати и полностью отвечает строгим правилам и стандартам Евросоюза.
В дальнейшем датские предприниматели намерены оказывать строительные услуги по печати небольших зданий в формате Building on Demand (BOD) не только в Дании, но и в других европейских странах.
СПЕЦАВИА существует с 2009 г. Первый капитал составил 130 млн руб. частных инвестиций. Первый строительный принтер выпустила в 2015 г., всего продажи составили более 40 шт. В зависимости от комплектации принтер стоит от 960 000 до 5 млн руб.
Установки компании уже работают 7 странах мира. Группа «СПЕЦАВИА» продает свое оборудование за рубеж — в Казахстан, Болгарию, Молдову, Данию. Планирует выйти с продажами в Объединенные Арабские Эмираты, Саудовскую Аравию, Индию.
В 2018 году Группа компаний «АМТ-СПЕЦАВИА» представила два портальных 3D-принтера, среди которых был S-500 – в настоящее время самый большой строительный 3D принтер в Европе, позволяя печатать на фундаменте здания высотой до 80 м.
На экспортный рынок вышел прямой конкурент СПЕЦАВИА, который также претендует на звание первого отечественного производителя жилых домов и уникальных передвижных мобильных строительных 3D принтеров нового поколения— компания Apis Cor.
Предприятие открыло офис в Кремниевой долине и при поддержке американских венчурных инвесторов ведет дальнейшие разработки. Компания ищет стратегических партнеров, а также планирует наладить серийные продажи продукции к 2019 году странах Азии и Ближнего Востока, в Евросоюзе и в США.
Уникальность разработки компании состоит в том, что принтер не требует перемещения больших конструкций к строительной площадке, позволяет создавать дом на месте прямо изнутри. А также в том, что технология осуществляет автоматическую систему подготовки и подачи смеси, и позволяют вести строительство даже в зимних условиях.
Первым покупателем оборудования выступил ГК ПИК, впоследствии совместный фонд прямых инвестиций АФК «Система», «Роснано» ГК ПИК проинвестировали $6 млн.
На производство здания в Подмосковье площадью 38 квадратных метров ушло 24 часа вместо 45 дней обычным методом и $10 000 (при средней стоимости жилья аналогичного размера в США $200 тыс.).
Рис. 15 Напечатанный дом на строительном 3D принтере производства Apis Cor
 |
Источник: Apis Cor
О достижениях компании из России напечатали крупнейшие западные технологические и инвестиционные СМИ, видеоролик, запечатлевший производство дома от начала до конца облетел международные соцсети, при этом публика зачастую не догадывалась, что эта технология родом из России.
Другие сегменты рынка 3D печати в России подробно описаны в полной версии Отчета J’son & Partners Consulting «Рынок 3D печати и перспективы применения аддитивных технологий в России и в мире».
19. Объем рынка 3D печати в России
Российский рынок оборудования и услуг 3D печати на протяжении последних 8 лет демонстрировал устойчивое развитие.
С целью оценки рынка 3D печати в России, консультанты J’son & Partners Consulting рассмотрели:
объемы импорта ввезенного оборудования, комплектующих, материалов и дополнительного оборудования для 3D печати по данным таможенной статистики за доступный период с 2011 по 2018 годы,
объемы продаж российских принтеров и материалов, по данным экспертных опросов,
объемы продаж корпоративным и частным потребителям (B2B / B2C),
также объемы государственных и коммерческих конкурсных закупок компаний (тендерные площадки), которые включают расходы государственных, научных и частных компаний на:
o оборудование,
o материалы,
o программное обеспечение,
o услуги (в т.ч. НИОКРы, разработку и изучение технологий, анализ материалов),
o прочие (в т.ч. расходы на создание аддитивных центров, интеграцию и внедрение оборудования и услуг).
Основные показатели российского рынка (оценка J’son & Partners Consulting):
Рынок 3D печати в России уверенно растет: за 8 лет, в количественном выражении вырос в 10 раз (по данным J’son & Partners Consulting ).
В денежном выражении совокупные продажи оборудования, материалов и услуг 3D печати (включая НИОКР) выросли до 4,5 млрд. руб. в год ($69 млн, оценка 2018 г.).
На закупку оборудования, допоборудования и материалов приходится около 80% объемов рынка. В то время как в мире в целом – лишь 40% (включая производство материалов), остальные 60% - услуги 3D печати / инжиниринга. Такая ситуация соответствовала США периода 2001 г.
Отечественные принтеры составляют порядка 30% продаж на российском рынке.
Значительную роль в структуре формирования спроса на рынке 3D печати в России, а также развитии исследовательских компетенций играют крупные корпоративные заказчики.
В структуре импорта в количественном выражении около 90% составляют низкобюджетные 3D принтеры, в стоимостном выражении максимальный объем продаж (до 70%) составляют самые дорогие машины.
Российский рынок оборудования и материалов 3D печати характеризуется высокой степенью конкурентной борьбы зарубежных игроков.
В числе лидеров – поставщиков оборудования и материалов 3D печати компании – производители Германии и США. Китай замыкает тройку стран – крупнейших экспортеров аддитивного оборудования и материалов в РФ.
Лидирующие позиции по совокупным импортным поставкам на рынок РФ в указанный период занимали компании: 3D SYSTEMS, СONCEPT LASER GMBH, VOXELJET AG, STRATASYS, ENVISIONTEC, MARKFORGET, FORMLABS, PRODWAYS GROUP, ULTIMAKER, HUNAN FARSOON HIGH-TECH CO, MUNDO SL, BEIJING TIER TIME TECHNOLOGY CO.LTD, WANHAO и другие.Отраслевая структура рынка АП в России повторяет мировую – промышленность, авиакосмос и медицина являются традиционными лидерами 3D-печати функциональных изделий.
Так, по данным Минпромторга, «ОДК-Сатурн» (3D печатать деталей газотурбинных двигателей материалами кобальтового и титанового сплавов, а также нержавеющей стали) и КБ «ОДК-Авиадвигатель» совокупно только в 2016 г. изготовили более 1,2 тыс. функциональных деталей и комплектующих .
Рис. 16 Отраслевая структура российского рынка технологий АП
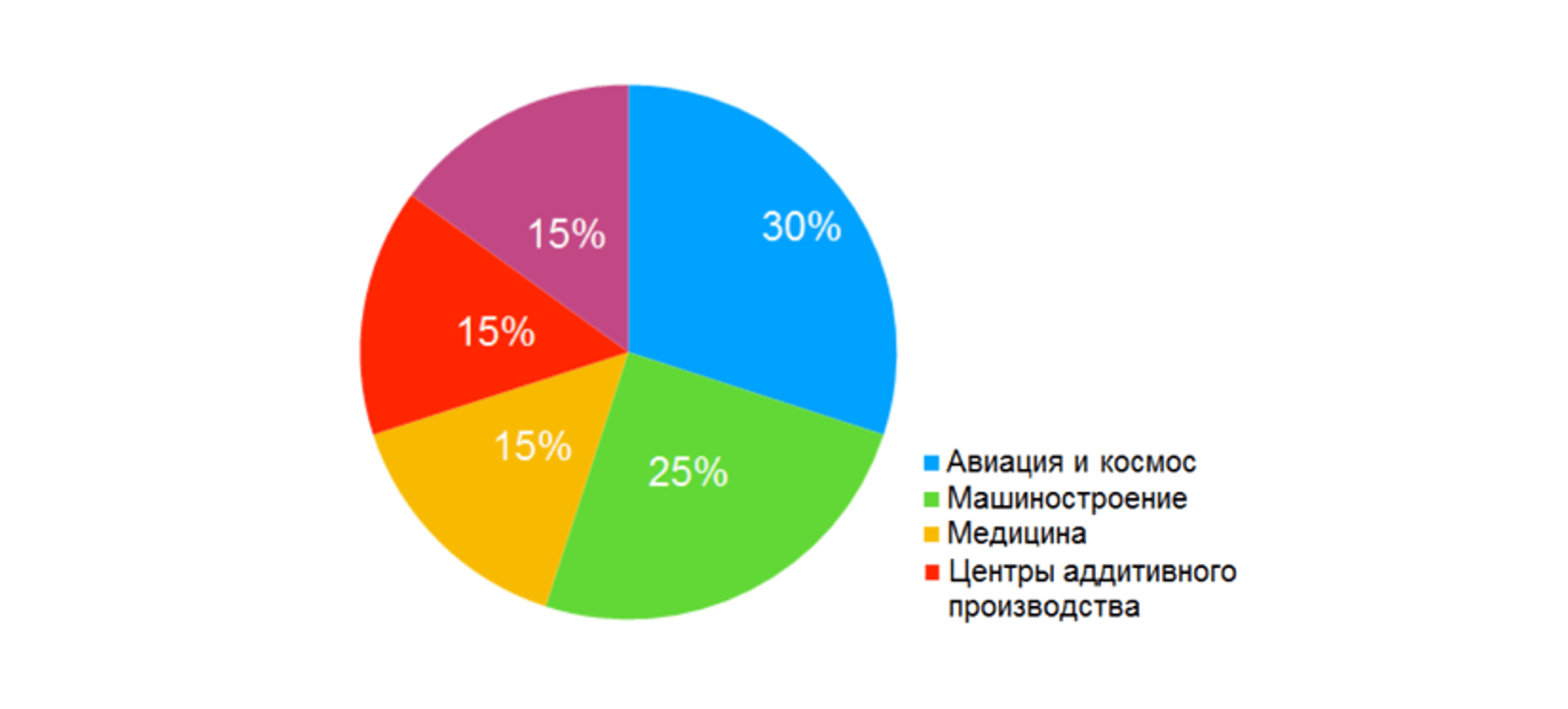 |
Источник: Минпромторг РФ
Стоит также отметить, что коммерческий рынок 3D печати в России находится в ожидании прихода в отрасль крупных игроков, обладающих стратегическим пониманием значимости и преимуществ аддитивных технологий. На предприятиях которых выгоды от внедрения АП очевидны и покупка даже одной промышленной аддитивной установки может окупиться менее чем за год.
Необходимы локомотивы развития отрасли аддитивных технологий, способные не только взять на себя расходы на проведение НИОКР, адаптацию изделий под АП, инжинирингу и практическому внедрению, но и сформировать вокруг себя экосистему игроков и контрактных поставщиков услуг.
Практический опыт внедрения и достигнутый уровень, иностранное санкционное давление, экономические тиски и курс на импортозамещение повышает всеобщий уровень осведомленности, формирует спрос и ускоряет принятие технологий рынком.
20. Барьеры для вхождения России в плеяду технологических лидеров
В России внедрению и развитию технологий АП мешает общая слабость текущей промышленной базы России, несравнимой по отраслевой широте и глубине передела с Советским Союзом, и значительно уступающая по объемам собственного производства развитым странам.
Рис. 17 Общий объем производства обрабатывающей промышленности: сравнение 13 стран – крупнейших экономик мира, 1995-2015, млрд. долл. США
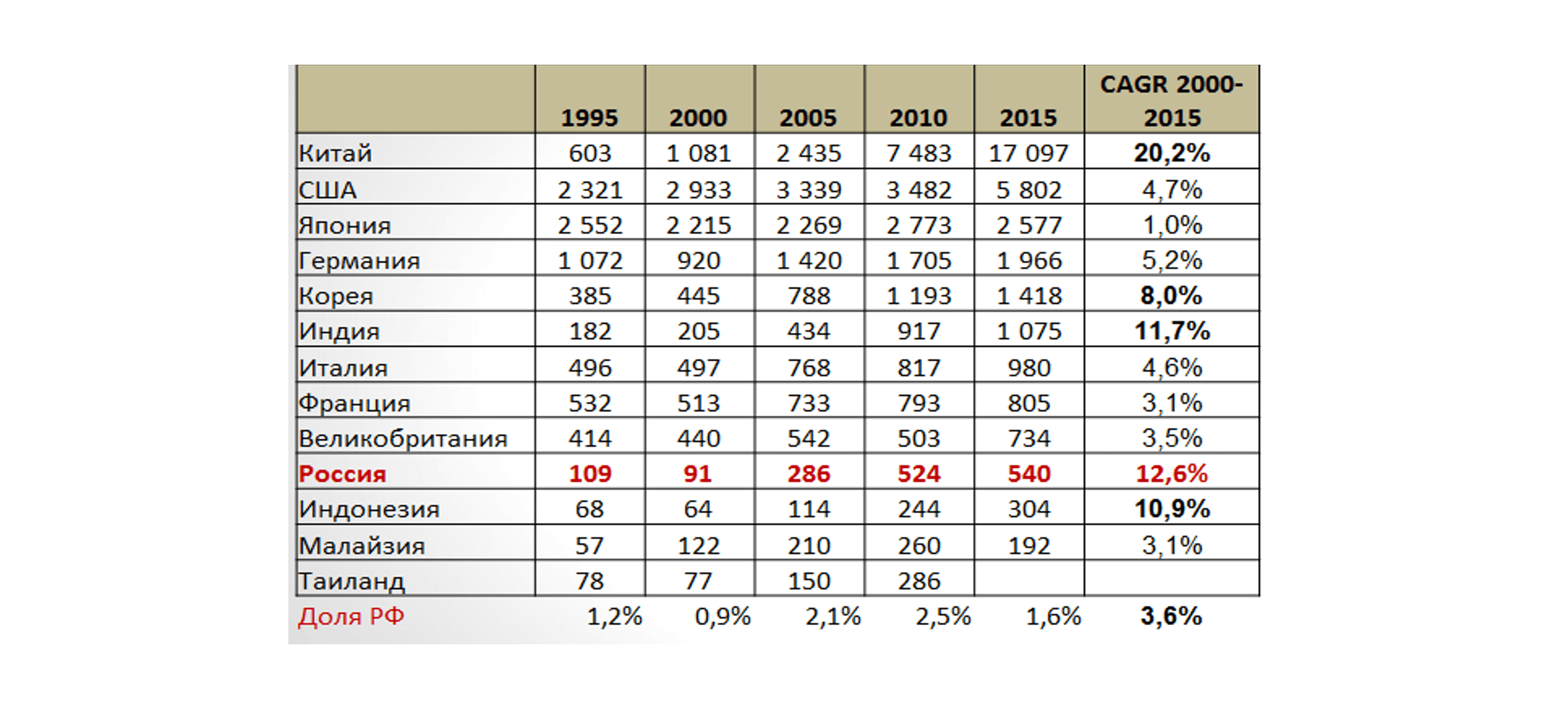 |
Источник: J’son & Partners Consulting
Препятствием для прорывных разработок являются принципы промышленной политики, пришедшие в страну вместе с «новой» экономической стратегией конца 1980-х гг., и не успевающая приспособиться к реализации стратегических технологических прорывов система образования, которые отразились на состоянии современного промышленного комплекса.
Ввоз готовой продукции на протяжении почти 30 лет преобладает над собственным производством, что повлекло за собой разрушение кооперационных связей и производственной диверсификации, утрату передовых высокотехнологических научных, инженерных, конструкторских и материаловедческих компетенций на коммерческом рынке, ослабление отделов контроля качества на предприятиях, а также сформировало пробел в области современного промышленного дизайна и разработок конкурентоспособной продукции.
С отсутствием развитого промышленного сегмента связано отсутствие осознанной массовой потребности в аддитивных установках и продукции. Компании привыкли покупать готовое оборудование и продукцию (главным образом импортное). И переход на собственное производство, в особенности с амбициями на технологическое опережение, требует времени и колоссальных системных усилий.
В связи с этим спроса на 3D печать со стороны производства, проектировщиков, дизайнеров и т.д. внутри страны нет. Вследствие чего, центры 3D печати / лаборатории / НИИ не имеют достаточных инвестиций и финансирования собственных НИОКР, чтобы предложить Заказчику возможность печати широкой номенклатуры деталей. В отличие от западных поставщиков, которые за счет эффекта масштаба и развитого экспорта по всему миру, имеют возможность снижать цены, вкладываться в НИОКР и совершенствовать технологии, оборудование и продукты.
Поэтому в крупные российские госкорпорации аддитивные технологии пришли с отставанием от общемировых трендов. И по этой причине в национальном гражданском сегменте применение АП является скорее исключением, чем практикой (в противовес мировым тенденциям, где коммерческие услуги преобладают над собственным производством).
Одним из препятствий для обогащения и защиты национального сегмента являются торговые войны, в виде санкций и тарифных ограничений.
Важно иметь в виду, что новые разработки в области материалов и процессов 3D печати часто имеют оборонное значение, и таким образом могут нести в себе ограничения трансграничной торговли.
С учетом описанных ограничений на текущем этапе развития 3D печати в России, перечень номенклатуры функциональных деталей для печати может быть заужен.
Если же рассматривать 3D печать как долгосрочную стратегию в рамках локализации и импортозамещения, развития НИОКР и компетенций в 3D-моделировании, дизайне, оптимизации и т.д. – то в перспективе 3-5 лет, при условии формирования собственных центров компетенций и национальных отраслевых лидеров, государственной поддержки этого направления на уровне законодательных инициатив, финансовых стимулов и стратегических программ, это направление можно рассматривать крайне перспективным (с той же эффективностью, какую видят для себя глобальные игроки).
Как следует из стратегических выводов исследования J’son & Partners Consulting,
требования к экономической, информационной безопасности, санкции иностранных поставщиков в отношении поставок оборудования и ПО в РФ, стратегические государственные цели, прописанные в ЦЭ, майских указах, в разрабатываемых государственных программах, диктуют необходимость развития промышленности, производственных секторов и рынка 3D печати, системные усилия в направлении которых, позволят эффективно преодолеть описанные выше ограничения.
J'son & Partners Consulting рекомендует компаниям в каждом конкретном случае провести отдельное исследование с рекомендациями по нейтрализации национальности международных торговых и промышленных предприятий, для минимизации таких ограничений.
21. Ключевые выводы
В целом, консультанты J’son & Partners Consulting констатируют, что на текущий момент в России сложились условия для качественного скачка в развитии рынка технологий АП.
Сохранен значительный научный потенциал, разработаны отечественные 3D-принтеры промышленного класса, производители металлопорошков существенно повысили качество, а промышленные потребители за пределами традиционных лидеров (авиация и двигателестроители) постепенно начинают понимать преимущества 3D печати, переходя к производству конечных функциональных изделий.
Технологический и промышленный потенциал внедрения АП в Российской Федерации пока недоиспользован. Актуализация этого потенциала, подкрепленного, государственной поддержкой имеет шансы поставить Россию в ряд лидеров по качественным показателям использования, внедрения, а также производства и экспорта передовых аддитивных технологий, материалов и оборудования.
Стратегические рекомендации J'son & Partners Consulting можно выразить простой формулой:
Ключ к контролю, пониманию и лидерству во всех отраслевых технологиях будущего - накопление знаний о материалах, процессах и устройствах АП на собственных опытно-экспериментальных мощностях, с максимальной компьютерной автоматизацией, межотраслевой координацией и максимальным привлечением государственной поддержки.
По мнению стратегических консультантов J’son & Partners Consulting, для России развитие своих компетенций 3D печати решает целый спектр актуальных стратегических задач - это освоение высокотехнологичных компетенций, импортозамещение, развитие отечественных продуктов, «приземление» добавленной стоимости в России, технологические прорывы, развитие человеческого капитала и повышение производительности труда в различных отраслях.
Российский рынок аддитивных технологий в потенциале, по мере общей реиндустриализации, цифровизации и повышения доли промышленности и, в первую очередь, машиностроения в экономике, может стать одним из мировых лидеров как по объемам, так и по технологическому развитию.
Компания J'son & Partners Consulting специализируется на оказании комплексных консультационных, инвестиционно-стратегических и инжиниринговых услуг в сфере аддитивных технологий:
подготовка информационных, аналитических отчетов для ознакомления с рынком аддитивных технологий, включая информацию о современных материалах, оборудовании, мировых и отечественных примерах применения 3D-печати;
формирование и обоснование прогнозов развития АТ в отрасли Заказчика;
проведение ознакомительных, обучающих мероприятий, направленных на повышение квалификации инженеров и менеджеров (сотрудников Заказчика) в сфере 3D печати, включая ознакомление (экскурсии) с реальным производством;
поиск наиболее выгодных применений 3D печати в производственной деятельности Заказчика, включая: технологический аудит производства, анализ номенклатуры изделий (потребностей), рекомендации оптимальной технологии производства, технико-экономическое обоснование (ТЭО) предлагаемых решений;
разработка проекта производственного участка для внедрения АТ в производственный цикл Заказчика, включая выбор и обоснование технологического оборудование, формирование списка поставщиков, разработка ТЗ для проведения процедуры закупок (тендеров, торгов), разработка проектной строительно-монтажной документации, поиск персонала;
проведение НИОКР, разработка и адаптация изделий для производства с применением АТ, включая проведение топологической и многокритериальной оптимизации, разработку РКТ и РТД, разработку методики проектирования;
производство изделий методами промышленной 3D печати из металлических, полимерных и керамических материалов с привлечением компетентных подрядчиков-партнеров;
разработка методики и проведение натурных испытаний образцов материала, напечатанных изделий с привлечением сертифицированных лабораторий;
проведение сопроводительных работ, подготовка документации, необходимой для сертификации напечатанных Изделий.
J'son & Partners Consulting может предложить участие в разработке эволюционно-бюджетной модели развития и программы внедрения аддитивного производства на взаимно согласованной скорости. А также в оценке рентабельности создания и эксплуатации универсального или специализированного отраслевого Центра 3D печати в Российской Федерации и за ее пределами.
Консультанты J'son & Partners Consulting имеют достаточно опыта и экспертизы, математический аппарат и экономические модели, развитую сеть профессиональных партнеров и экспертов, чтобы предложить наиболее эффективную стратегию получения максимальных выгод от развития АП на производствах реального сектора.
Помимо технико-экономических, законодательных, производственных и кадровых предосторожностей и определения приоритетов, возможно разработать совместно с заинтересованными участниками системную пошаговую стратегию развития аддитивного производства с различной степенью сопровождения, учитывающую многочисленные факторы, аспекты противодействия, мировую и отраслевую конкуренцию, технологические преимущества и уязвимости, с нетривиальной финансовой моделью и участием в технологической интеграции.
22. Дополнительные материалы, приложения, базы данных исследования
22.1. Бизнес-кейсы внедрения аддитивные технологий
Пример мирового кейса
Область применения | Машиностроение |
Проект | Ремонт изношенных валов методом лазерного напыления металла |
Компания, страна | TWI, Великобритания |
Объект, оборудование | Ремонт изношенных валов методом лазерного напыления металла |
Описание (особенности, уникальность)
| TWI использовало метод LENS для того, чтобы восстановить и после этого даже изготовить новые валы. Материал был нанесен на два изношенных вала при помощи процедуры сварки (которая воссоздала детали, предоставленные клиентом) для того чтобы дать новую поверхность, подходящую для механической обработки после аддитивного процесса. |
Внедрение (Начало/конец, если данные доступны) | О кейсе было объявлено в июле 2017. |
Клиент | |
Партнёры, поставщики | - |
Технология | LENS |
Оборудование, 3D принтер | Trumpf DMD 505 |
Материалы | Титан, никель, алюминий, сталь и кобальт |
Эффект (достигнутый, ожидаемый)
| Процесс LMD передает в материал субстрата значительно меньше тепла, нежели большинство обычных методов, создавая качественную кристаллическую решётку с малым количеством примесей и неоднородности. Благодаря отличному качеству поверхности, получаемому методом LENS, стало возможным применить его для изготовления новых валов. |
Следующий шаг, связанные проекты | |
| Фото, видеоматериалы |  |
Источник | https://www.twi-global.com/news-events/case-studies/repairing-worn-shafts-using-laser-metal-deposition-674/ |
Источник https://www.twi-global.com/news-events/case-studies/repairing-worn-shafts-using-laser-metal-deposition-674/
Пример российского кейса
AO «Авиадвигатель»/Компоненты авиадвигателя ПД-14 для МС-21
Отрасль | Авиационная |
Проект | Завихрители камер сгорания турбореактивного двигателя нового поколения ПД-14 |
Компания/страна | ВИАМ/AO «Авиадвигатель»/Россия |
Объект/оборудование | - |
Описание (характеристики, уникальность, и т.д.) | В опытных образцах двигателей ПД-14 за авторством пермского предприятия AO «Авиадвигатель» применяются 3D-печатные завихрители камер сгорания, изготовленные методом селективного лазерного наплавления (SLM) специалистами ВИАМ. «Единственно значимый резерв в росте эффективности авидвигателя сохраняется в развитии систем специального охлаждения компонентов двигателей (детали камер сгорания, лопаток турбин и т.д.), но реализовать подобного рода конструкторские разработки можно лишь с помощью 3D-печати. Только таким способом можно, например, получить турбинные лопатки с толщиной кромки до 0,1 мм и внедрить дефлекторные системы внутреннего охлаждения. АТ позволяют во многих конструкциях отказаться от сварных швов и снизить толщину стенок до значений, которые просто невозможно обеспечить традиционными способами литья и механической обработки». «Синтезированные детали двигателя ПД-14, совершившего первый полет в 2015 году в составе летающей лаборатории, поставляются серийно. К настоящему моменту «аддитивными» завихрителями укомплектованы уже 13 двигателей и газогенераторов ПД-14»[1]. «Сейчас конструкторы разрабатывают детали, геометрию которых традиционными методами – точением или литьем – выполнить крайне сложно или вообще технически невозможно, а на «выращивание» одной детали, к примеру, завихрителя, кронштейна, гребенки, уходитот 6 до 40 часов. Завод использует титановые, никелевые, стальные, кобальт-хромовые порошки: для лазерного плавления требуется диаметр 10-63 мкм, для наплавки – 40-80 мкм,– в год примерно по 200 кг каждого наименования». |
Сроки реализации проекта | С 2014 – н.в. |
Заказчик | ОДК/Ростех |
Партнеры/поставщики | ВИАМ, НПО «Сатурн», AO «Авиадвигатель» |
Технология | SLM/SLS/LMD |
Использованное оборудование для 3D-печати | - |
Материалы печати | Металлопорошковая композиция сплава ЭП648-ВИ для завихрителя фронтового устройства камеры сгорания двигателя ПД-14. Титановые, никелевые, стальные, кобальт-хромовые порошки |
Эффект от реализации проекта (достигнутый/ожидаемый)
| Существенный выигрыш в массе при повышении КПД, упрощении технологической цепочки и значительном сокращении производственного цикла. «В сотрудничестве с АО «ОДК-Авиадвигатель», институтами РАН и вузами мы впервые в России изготовили селективным лазерным сплавлением из отечественной металлопорошковой композиции сплава ЭП648-ВИ деталь двигателя ПД-14 (завихритель фронтового устройства камеры сгорания), отвечающую требованиям конструкторской документации. При этом в 10 раз сокращено время, затрачиваемое на производство детали, и в 2,5 раза повышена точность ее изготовления»[2]. |
Планы на будущее, похожие проекты | «Сейчас мы активно ведем работы с «ОДК-Авиадвигатель» по расширению номенклатуры. Это и форсунки, и лопатки, и ряд других узлов, в частности, кронштейны для крепления двигателей к пилонам»[3]. |
Фото/видео, презентационные материалы |
Центральный завихритель камеры сгорания ПД-14, «выращенный» целиком в 3D-принтере одной деталью (при традиционной производстве (вверху) состоит из 20 деталей). |
Ссылка на источник | https://viam.ru/interview/5387 https://conf.viam.ru/sites/default/files/uploads/proceedings/1073.pdf |

Источник https://www.twi-global.com/news-events/case-studies/repairing-worn-shafts-using-laser-metal-deposition-674/
22.2. Основные термины и определения (выдержка)
Аддитивное производство (АП), аддитивный технологический процесс (additive manufacturing) (ГОСТ P57558 -2017) - процесс изготовления деталей, который основан на создании физического объекта по электронной геометрической модели путем добавления материала, как правило, слой за слоем, в отличие от вычитающего (субтрактивного) производства (механической обработки) и традиционного формообразующего производства (литья, штамповки).
Трехмерная печать (ЗD-печать) (3D printing) - производство объектов путем послойного нанесения материала печатающей головкой, соплом или с использованием иной технологии печати.
3D-принтер (3D printer) - установка для 3D–печати.
Система АП (аддитивная система) (additive manufacturing system) - установка АП и вспомогательное оборудование, используемое для АП.
Установка АП (аддитивная установка) (AM machine) - часть системы АП, необходимая для выполнения цикла построения деталей, включающая аппаратную часть, программное обеспечение для настройки и контроля установки, а также периферийные приспособления, используемые для обслуживания установки.
Пользователь установки АП (AM machine user) - оператор или организация, использующие установку АП.
Пользователь системы АП (пользователь аддитивной системы) (AM system user) -оператор или организация, использующие аддитивную систему или любую часть аддитивной системы.
3D - сканирование (3D - оцифровка) (3D scanning, 3D digitizing) - способ получения данных о форме и размерах объекта в пространственном представлении путем записи х, у и z координат точек поверхности объекта и преобразования набора точек в электронную геометрическую модель при помощи специализированного программного обеспечения.
Рабочая камера (build chamber) - замкнутый объем внутри системы АП, в котором происходит изготовление деталей.
Цикл построения (build cycle) - единичный цикл процесса, в котором один или более компонентов изготавливаются в рабочей камере системы АП.
Пространство построения (build envelope) - наибольшие внешние измерения по осям х, у и z в пределах области построения, в которой детали могут быть изготовлены. Размеры области построения могут быть больше размеров пространства построения.
Платформа построения (build platform) - база, являющаяся опорной поверхностью, с которой начинается изготовление детали (-ей). В некоторых системах детали строятся прикрепленными к строительной платформе либо непосредственно, либо через структуры поддержек. В других системах прикрепление к строительной платформе необязательно.
Область построения (build space) - место, где возможно изготовление детали, как правило, на платформе построения в пределах рабочей камеры.
Поверхность построения (build surface) - область, где происходит нанесение материала, как правило, на последнем слое, который становится основанием для формирования следующего слоя.
Строительный объем (build volume) - общий полезный объем, доступный в установке для изготовления деталей.
Зона подачи (бункер подачи) (в синтезе на подложке feed region) – место (а) в установке, где хранится сырье, из которого часть сырья (слой порошка) доставляется на подложку в течение цикла построения.
Слой вещества (layer) - материал, предварительно нанесенный для создания поверхности.
Технологические процессы
Фотополимеризация в ванне/Vat Photopolymerization, VP - процесс АП, в котором жидкий фотополимер выборочно отверждается (полимеризуется) в ванне световым излучением.
Струйное нанесение материала/ Material Jetting, MJ - процесс АП, в котором изготовление объекта осуществляют нанесением капель строительного материала (например, материалы, содержащие фотоотверждаемый полимер и воск).
Струйное нанесение связующего/ Binder Jetting, BJ - процесс АП, в котором порошковые материалы соединяются выборочным нанесением жидкого связующего.
Синтез на подложке/ Powder Bed Fusion, PBF - процесс АП, в котором энергия от внешнего источника используется для избирательного спекания/сплавления предварительно нанесенного слоя порошкового материала.
Экструзия материала/ Material Extrusion, ME - процесс АП, в котором материал выборочно подается через сопло или жиклер.
Прямой подвод энергии и материала/Directed Energy Deposition, DED - процесс АП, в котором энергия от внешнего источника используется для соединения материалов путем их сплавления в процессе нанесения. Источник энергии (например, лазер, электронный луч, плазма и др.) используют для полного или неполного расплавления наносимых материалов.
Листовая ламинация/ Sheet Lamination, SL - процесс АП, в котором изготовление детали осуществляется послойным соединением листовых материалов.
Гибридный процесс не определен системой мировых стандартов, в общем виде процесс рассматривается как комбинация технологий АП и субтрактивного производства (механическая обработка (с использованием станка с ЧПУ), лазерная резка, Electric Discharge Machining (EDM) и т.д.).
Деталь (part) - вид изделия, изготовленного из однородного по наименованию и марке материала (или нескольких таких материалов одновременно), получаемый одношаговым процессом или многошаговым процессом, удовлетворяющий требованиям нормативной и конструкторской документации.
Топологически оптимизированное изделие (топологически оптимизированная конструкция или топологически оптимизированная деталь) - вид изделия, получаемый многошаговым (многоэтапным) процессом и спроектированный с применением топологической оптимизации и генеративного дизайна.
Топологическая оптимизация - процесс при проектировании изделий, заключающийся во внесении изменений в конструкцию или деталь с созданием новых границ объема тела и удалением существующих, с целью ее оптимизации по критериям минимизации массы, максимальной жесткости и спектру собственных частот, при сохранении предоставляемых к нему прочностных требований.
Генеративный дизайн - подход к проектированию изделий, заключающийся во внесении изменений в конструкцию или деталь, с заменой сплошного материала на повторяющиеся в объеме простейшие элементы любой формы, с целью снижения массы изделия при условии сохранения предоставляемых к нему прочностных требований.
Прототип (prototype) - вид изделия, получаемый одношаговым или многошаговым процессом и являющийся опытным образцом или рабочей моделью, который служит для предварительной оценки характеристик, дизайна или свойств изделия.
Концептуальный прототип - вид прототипа, являющийся опытным образцом, который служит для предварительной оценки концепции проектируемого изделия.
Геометрический прототип - вид прототипа, являющийся опытным образцом, который служит для утверждения габаритов, формы и эргономики проектируемого изделия.
Функциональный прототип - вид прототипа, являющийся опытным образцом, который служит для предварительной оценки конструктивно-функциональных характеристик проектируемого изделия. Габариты и форма функционального прототипа могут отличаться от геометрического прототипа.
Технический прототип - вид прототипа, являющийся опытным образцом, который служит для предсерийного утверждения проектируемого изделия.
Оснастка для прототипа (prototype tooling) - изложницы, пресс-формы и другие приспособления для применения в прототипировании; иногда под этим термином подразумевается временная оснастка.
Заготовка - вид изделия, изготовленного из однородного по наименованию и марке материала (или нескольких таких материалов одновременно), получаемый многошаговым (многоэтапным) процессом с необходимостью последующей постобработки.
Быстрое прототипирование (rapid prototyping in additive manufacturing) - применение АП, направленное на снижение времени для производства прототипов.
Быстрое инструментальное производство (rapid tooling) - применение АП, направленное на производство инструментов или элементов оснастки с сокращенным сроком изготовления по сравнению с традиционным инструментальным производством.
22.3. База данных исследования в формате Excel
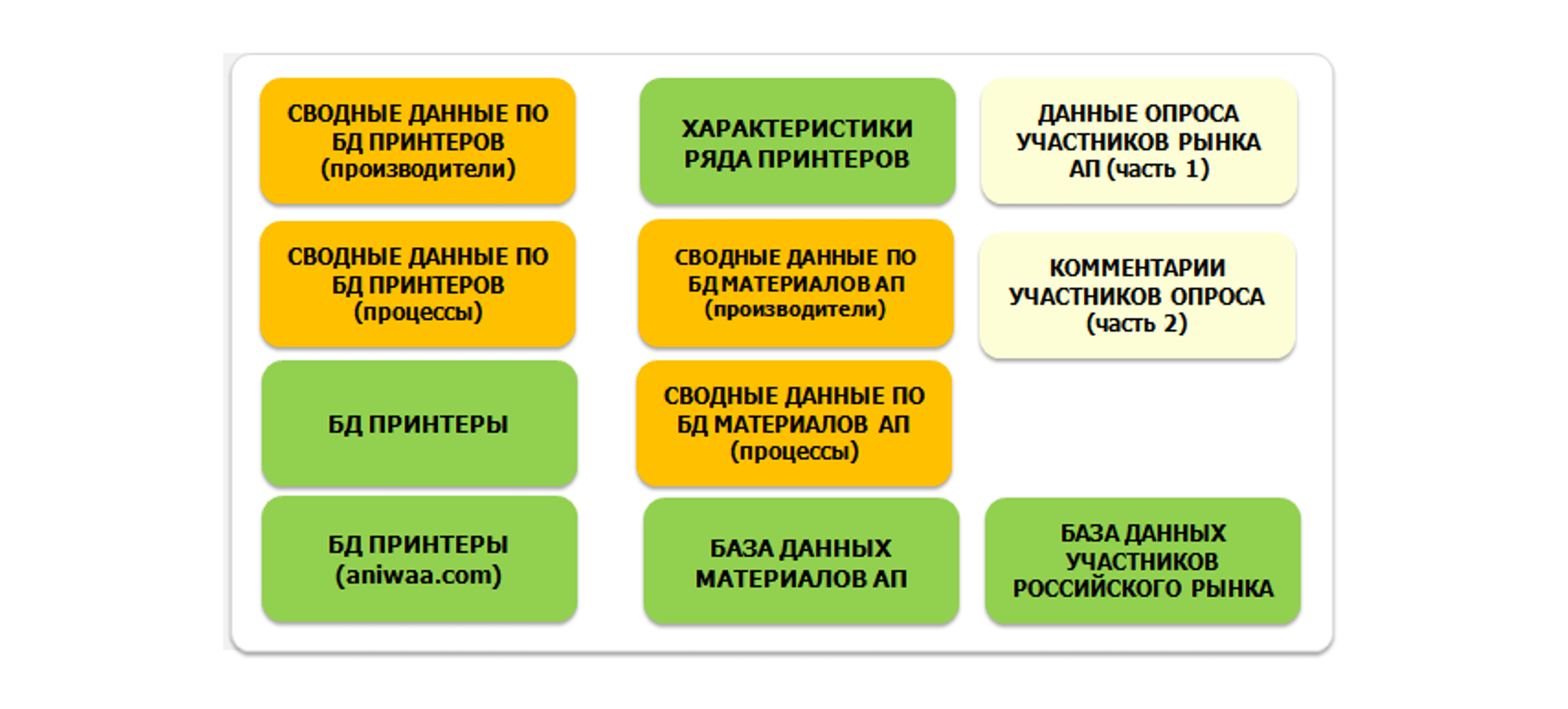 |
База данных 3D принтеров (выдержка)
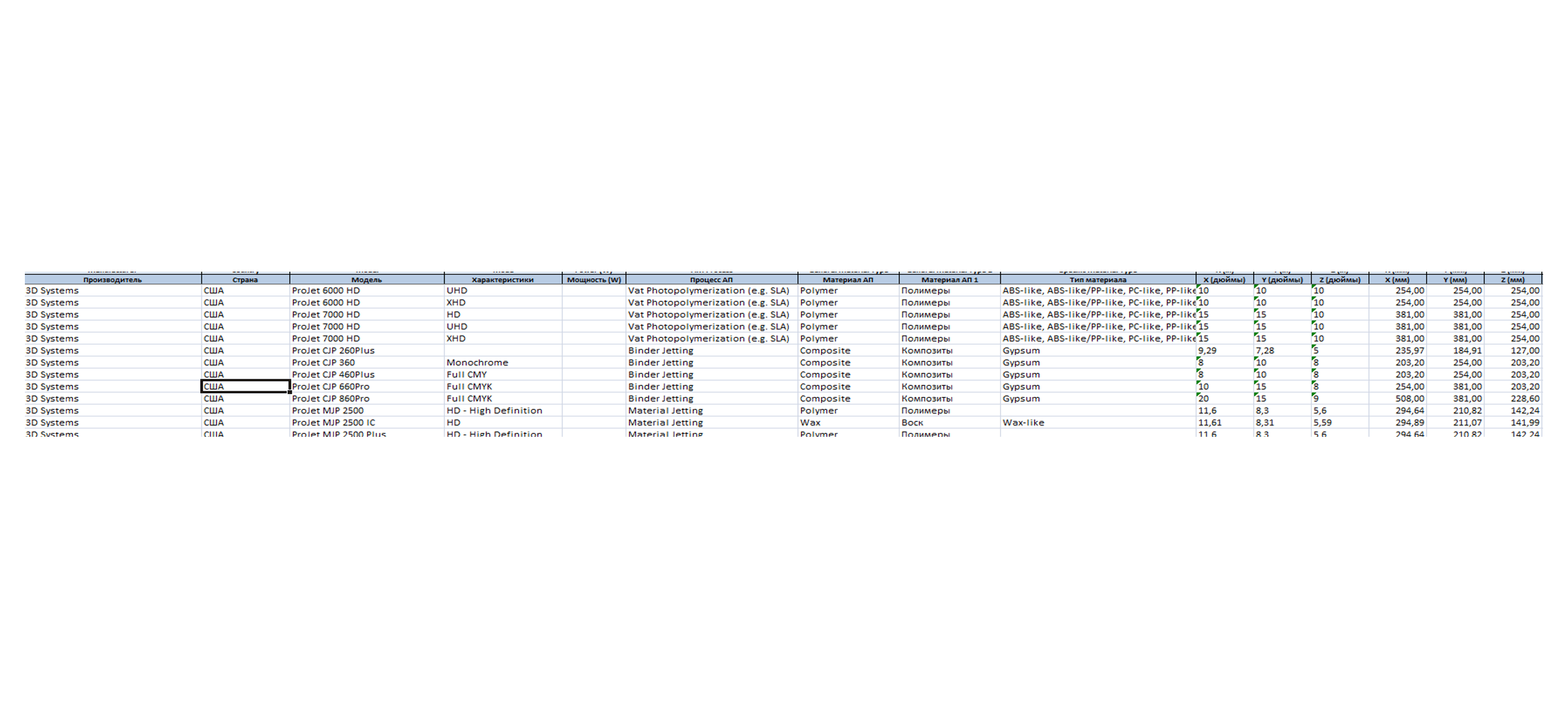 |
Источник: J’son & Partners Consulting
База данных материалов (выдержка)
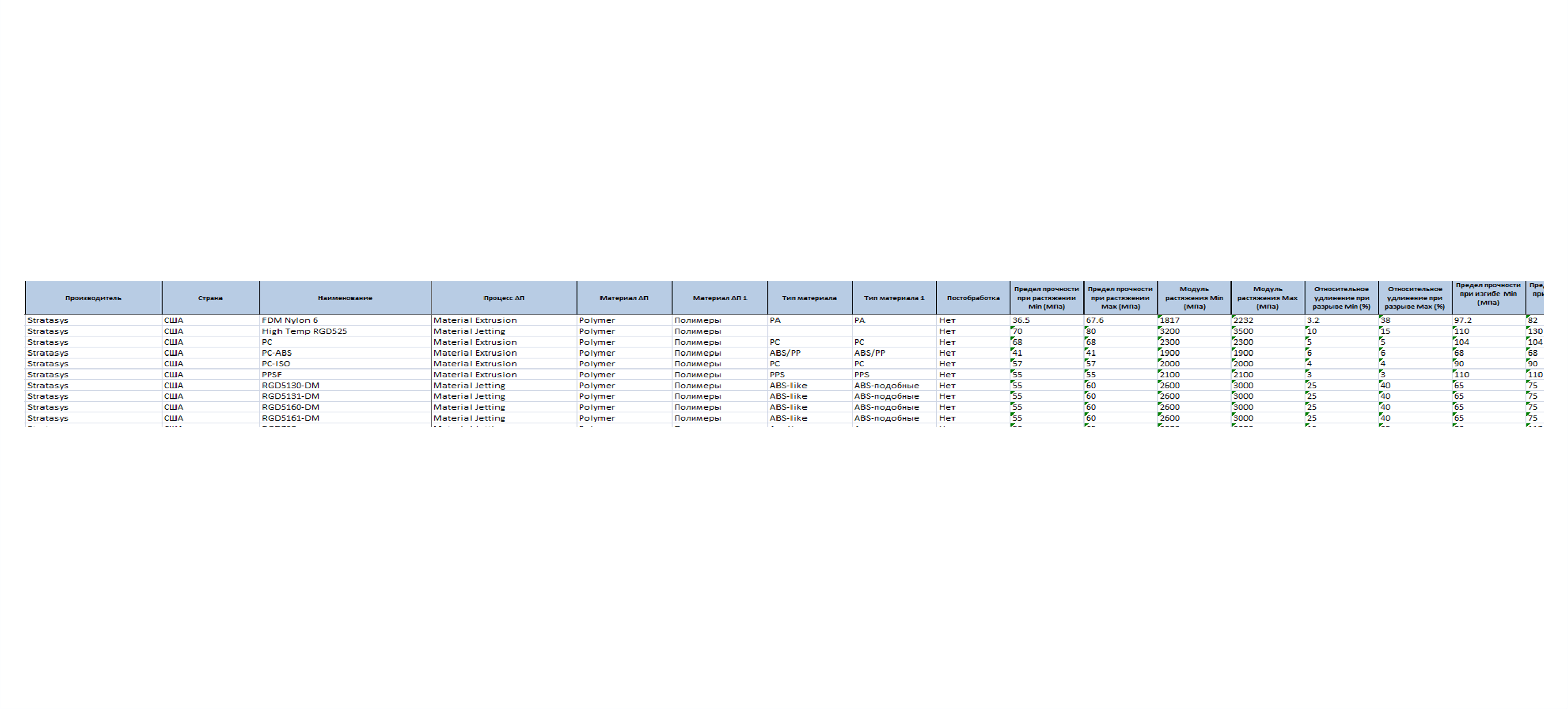 |
Источник: J’son & Partners Consulting
База данных участников российского рынка АП (выдержка)
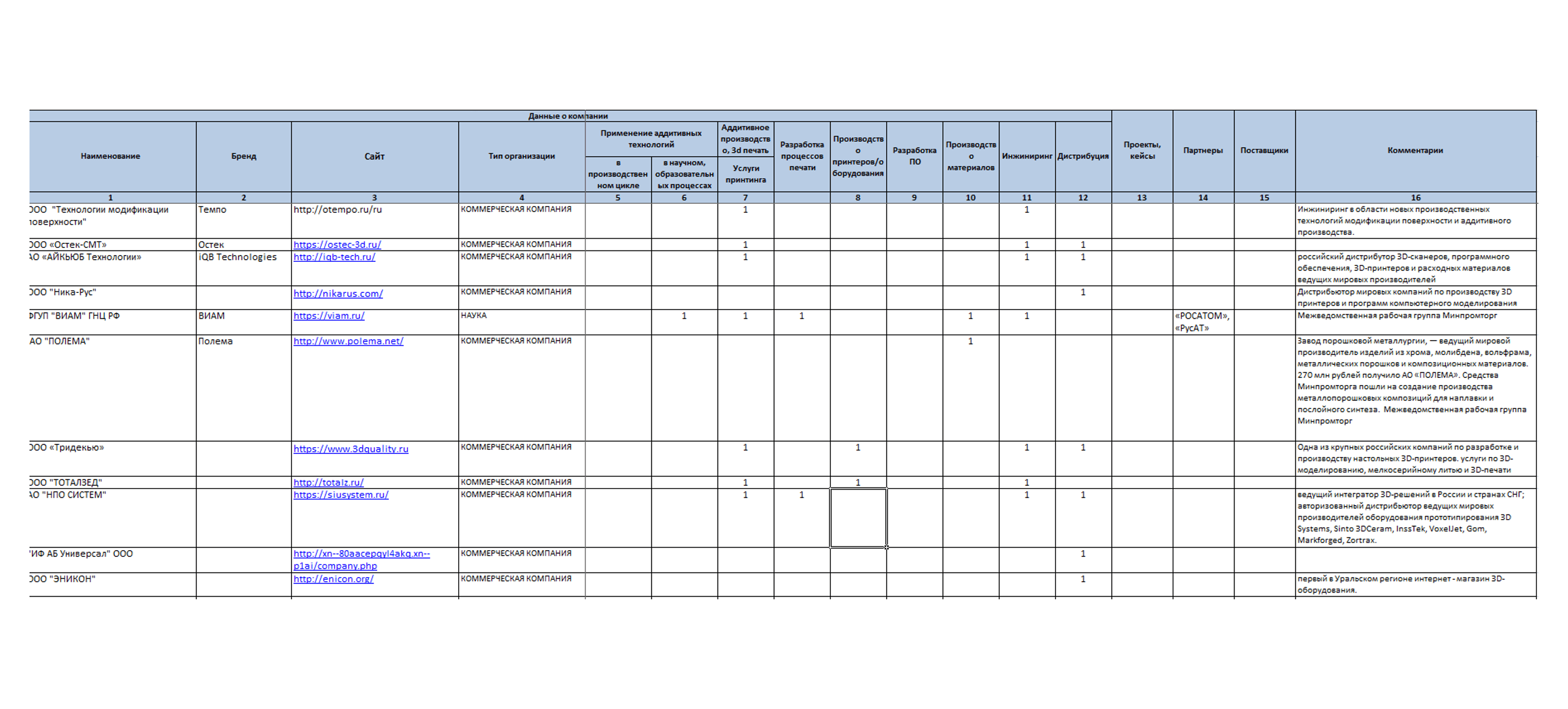 |
Источник: J’son & Partners Consulting
Благодарности партнерам J’son & Partners Consulting, всем участникам, отраслевым экспертам и авторам за помощь в подготовке исследования:
- Представители Минпромторга РФ
- Представители Фонда развития промышленности (ФРП)
- Представители «Русатом-Аддитивные технологии»
- Борис Козлов, генеральный директор компании АРКОН
- Татьяна Тарасова, ведущий научный сотрудник, Лаборатория инновационных аддитивных технологий, МГТУ «СТАНКИН»
- Антон Леднев, заведующий лабораторией, ГИЦ МГТУ «СТАНКИН»
- Дмитрий Котобан, руководитель лаборатории аддитивных технологий ООО «СТАН»
- Алексей Дубинин, генеральный директор компании Total Z
- Дмитрий Колчанов, 1-ый заместитель генерального директора, «Московский центр лазерных технологий» (МЦЛТ)
- Олег Лысак, директор аддитивных бизнесов группы «ТехноСпарк» (CML AT)
- Федор Антонов, генеральный директор Anisoprint
- Денис Власов, владелец и руководитель «3DSLA.RU – Российские 3D принтеры»
- Виктор Рекимчук, директор по продажам «ФИТНИК»
- Владимир Маршов, руководитель отдела, «НПО Системс» (SIU Systems)
- Семен Корсаков, коммерческий директор ИННОВАКС
- Андрей Попков, Руководитель департамента маркетинга и сбыта, «Аддитивные решения»
- Денис Бычковский, генеральный директор, «Аддитивные технологии»
- Павел Трусов, коммерческий директор, «НИССА Диджиспейс»
- Яна Чекрыжова, Инвестиционный аналитик, ООО "ТИК "ЛВМ АТ"
- Микожанс Эдгарс, Руководитель отдела продаж, «Сайберком»
- Иван Папуша, Руководитель коммерческого отдела, iQB Technologies
- Максим Бобрышев, Генеральный директор, «Технологии модификации поверхностей» (ТЕМПО)
- Глеб Туричин, профессор, д.т.н., и.о. ректора Санкт-Петербургского Государственного Морского Технического Университета
- Александра Башкирова, главный специалист Центра развития технологий, «Остек-СМТ»
- Дмитрий Дрожжин, Директор по продажам, ООО «РЭК»
- Сергей Агеев, Генеральный директор, «Сферамет»
- Артем Табаков, менеджер по продажам, «Центр цифровых технологий»
- Владимир Береговский, Заместитель Генерального директора – Директор института технологии поверхности и наноматериалов, «НПО «ЦНИИТМАШ».
Записи видеоинтервью, а также видеозаписи выступлений различных спикеров на отраслевых мероприятиях по теме аддитивных технологий доступны на JSON.TV: https://json.tv/video/?tag=additivnie-tehnologii-3D-pechat
Видеоинтервью в рамках проекта:
1. Борис Козлов, АРКОН: Аддитивные технологии позволяют совершенно по-другому взглянуть на производство
2. Антон Леднев, МГТУ «СТАНКИН»: Материалов для охвата всех потенциальных областей использования АП пока не хватает
3. Татьяна Тарасова, МГТУ «СТАНКИН»: Импортозамещение на рынке АП надо начинать с разработки технологий печати
4. Дмитрий Котобан, «СТАН»: Планируем выпуск гибридного станка, совмещающего аддитивные технологии и традиционную механообработку
5. Алексей Дубинин, TotalZ: Нишу для внедрения аддитивных технологий можно найти на любом промышленном предприятии
6. Дмитрий Колчанов, МЦЛТ: Технология аддитивного производства очень наукоемкая, нужно грамотно подходить ко всем ее аспектам
7. Олег Лысак, «ТехноСпарк»: Рынок изменится, когда 3D-печать станет понятной услугой, как, например, ЧПУ-обработка
8. Федор Антонов, Anisoprint: Анизотропия дает нам дополнительную свободу, при 3D-печати мы можем фокусировать свойства материала в нужном направлении
9. Денис Власов, 3DSLA.RU: RussianSLM FACTORY – наш взгляд на то, как надо вести себя на российском рынке для успешного продвижения
1 Облачный сервис-провайдер услуг 3D-печати, Франция. https://www.sculpteo.com/media/ebook/State_of_3DP_2018.pdf
Детальные результаты исследования представлены в полной версии отчета:
«Рынок 3D печати и перспективы применения аддитивных технологий в России и в мире»
Содержание
1. Введение
1.1. Термины и определения
1.2. Основной принцип технологий аддитивного производства
1.3. Ограничения традиционного производства и преимущества 3D-печати
1.4. Критерии применимости 3D-печати
1.4.1. Критерии сложности
1.4.2. Критерии кастомизации
1.4.3. Сферы применения 3D печати в модели: объем – сложность – кастомизация
2. Подготовка к печати, реверс-инжиниринг, ПО, этапы АП
2.1. Программное обеспечение как технологическая основа аддитивного производства
2.1.1. Возможные ошибки в САПР
2.1.2. Программные продукты, применяемые в 3D печати
2.1.3. Прогноз развития ПО для 3D печати
2.2. Программное обеспечение с автоматизацией проектирования 3D модели для промышленных 3D принтеров
2.3. Подготовка к печати. Этапы аддитивного производства
2.3.1. ЭТАП 1. Разработка дизайна - проектирование в САПР, создание и оптимизация 3D (CAD) модели
2.3.2. ЭТАП 2. Оптимизация 3D модели
2.3.3. ЭТАП 3. Преобразование данных САПР (CAD-модели) в форматы STL/AMF, исправление ошибок
2.3.4. ЭТАП 4. Перенос STL-данных в принтер, позиционирование, симуляция, нарезка
2.3.5. ЭТАП 5. Настройка принтера
2.3.6. ЭТАП 6. Производство
2.3.7. ЭТАП 7. Извлечение детали, удаление опор
2.3.8. ЭТАП 8. Постобработка
2.3.9. ЭТАП 9. Контроль качества, тестирование, сертификация
2.3.10. ЭТАП 10. Использование
3. Классификация и сегментация аддитивных технологий
3.1. Технологии аддитивного производства
3.1.1. Фотополимеризация в ванне/Vat Photopolymerization, VP
3.1.2. Струйное нанесение материала/ Material Jetting, MJ
3.1.3. Струйное нанесение связующего/ Binder Jjetting, BJ
3.1.4. Синтез на подложке/ Powder Bed Fusion, PBF
3.1.5. Экструзия материала/ Material Extrusion, ME
3.1.6. Прямой подвод энергии и материала/Directed Energy Deposition, DED
3.1.7. Листовая ламинация/ Sheet Lamination, SL
3.1.8. Гибридные процессы
3.2. Материалы, используемые в аддитивном производстве
3.3.1. Полимеры
3.3.2. Металлы
3.3.3. Керамика
3.3.4. Композиты и гибридные материалы
3.3.5. Прогноз применения материалов в нефтегазовой отрасли
4. Динамика и тенденции рынка аддитивных технологий в мире
4.1. Мировой рынок АП
4.1.1. Рынок оборудования АП
4.1.2. Рынок материалов АП
4.1.3. Рынок услуг 3D печати
4.1.4. Географический рынок АП
4.2. Основные тенденции развития рынка АП
4.2.1. Формирование экосистемы АП
4.2.2. Становление АП как части Индустрии 4.0
4.2.3. Разработка материалов АП
4.2.4. Развитие процессов АП
4.2.5. АП и процессы автоматизации
5. Перспективы развития аддитивных технологий в России
5.1. Объем рынка 3D печати в России
5.2. Текущий статус развития аддитивных технологий в России
5.3. Экосистема российского рынка АП
5.3.1. Российские поставщики услуг 3D печати
5.3.2. Производители материалов для 3D-печати
5.3.3. Центры НИОКР
5.3.4. Производители оборудования для 3D-печати
5.3.5. Разработчики ПО для АП
5.3.6. Инструменты государственной поддержки, профильные ассоциации, информационные ресурсы
5.4. Примеры развития российского рынка АП
5.4.1. Флагман развития АП в России - ОДК
5.5. Государственное регулирование и проблемы сертификации
5.6. Специфика развития и тенденции российского рынка АП
5.7. Профайлы ключевых игроков российского экосистемы АП
5.7.1. Контрактные поставщики услуг 3D-печати
5.7.2. Ключевые производители материалов. Металлопорошки
5.7.3. Производители оборудования для 3D-печати
5.8. Промежуточные выводы по главе
6. Обзор существующих 3D-принтеров промышленного применения и их характеристик
6.1. Производство 3D принтеров в мире
6.2. Выбор обязательной комбинации: принтер + материал + процесс + свойства готовой детали
6.2.1. Не преодоленные барьеры, потребности в исследованиях и инновациях, накопление экспертизы
6.2.2. Подходы к классификации оборудования 3D-печати, классификаторы
6.2.3. Классификация 3D-принтеров по сегментам применения
6.2.4. Классификация 3D-принтеров по типу процесса и виду технологии
6.2.5. Классификация оборудования по устройству принтеров (применительно к технологии FDM)
6.2.6. Классификация оборудования по виду используемого сырья
6.3. Критерии выбора принтера
6.3.1. Вынужденный компромисс параметров
6.3.2. Сравнение Productchart.com: Цена и разрешение
6.3.3. Скорость-Разрешение-Цена-Объем печати (на примере 4х принтеров)
6.3.4. Зависимости: разрешение (толщина слоя) – время печати
6.3.5. Влияние методов печати на скорость
6.3.6. Компромисс плотности заполнения, высоты слоя, шаблона заполнения (на основании проведенных испытаний)
6.4. Ключевые компании-производители оборудования для аддитивного производства
6.5. Лучшие промышленные принтеры 2018 года – самые инновационные машины
6.6. Другие подходы к сравнению 3D принтеров. Примеры рейтингов
6.7. Классификация 3D принтеров J’son & Partners Consulting: сравнительный анализ по процессу, функционалу, сопоставлению принтеров разных ценовых и производительных категорий
7. Государственное регулирование, сертификация, стандартизация в России и в мире
7.1. Стандартизация аддитивного производства (3D-печати)
7.1.1. Эволюция технологий 3D печати и прогнозируемые уровни зрелости
7.1.2. Компоненты сертификации
7.1.3. Схема добровольной сертификации процесса / продукции 3D печати (пример)
7.1.4. Общий порядок квалификации производственных процессов
7.1.5. Общий порядок подтверждения соответствия
7.1.6. Комплекс методов тестирования и испытаний как основа для стандартизации
7.1.7. Легитимизация и стандартизация внутри отраслевых промышленных лидеров
7.1.8. Роль регулирующих отраслевых организаций и государства в разработке и распространении стандартов
7.1.9. Различия в Американской и Европейской системе стандартизации 3D печати
7.2. Стандартизация, сертификация, вопросы технического регулирования аддитивных технологий в России
7.2.1. Некоторые фактические аспекты оценки и подтверждения соответствия
7.2.2. Аспекты технического регулирования в сравнении с мировым рынком
7.2.3. Аспекты подтверждения соответствия аддитивных технологий
7.2.4. Аспекты стандартизации аддитивных технологий
7.2.5. Вопросы применения изделий полученных аддитивными технологиями
7.2.6. Сертификация 3D-принтера в России по техрегламентам ТС
7.2.7. Дополнительная справочная информация по процессам проведения сертификации в Российской Федерации
8. Кейсы применения аддитивных технологий в промышленности и нефтегазовом секторе (в РФ и в мире)
8.1. Применение аддитивных технологий в отраслях промышленности мира
8.1.1. Применение АП в автомобилестроении
8.1.2. АП электронных компонентов
8.1.3. Применение АП в медицине
8.2. Кейсы внедрения технологий аддитивного производства в России
8.2.1. Нефтегазовая отрасль
8.2.2. Авиакосмос
8.2.3. Машиностроение
8.2.4. Металлургия
8.2.5. Судостроение
8.2.6. Автомобилестроение
9. Барьеры и ограничения в применении аддитивных технологий в промышленности и нефтегазовой отрасли, способы их преодоления, прогнозы их устранения
9.1. Технологические ограничения
9.1.1. Ограничения по производительности оборудования
9.1.2. Ограничения по применяемым материалам
9.1.3. Ограничения процессов предобработки, применения ПО. Экспертиза в реверс-инжиниринге
9.1.4. Ограничения процессов постобработки
9.2. Ограничения по технологической экспертизе
9.3. Экономические ограничения рынка АП
9.3.1. Структура расходов АП
9.4. Ограничения в части сертификации и стандартизации
9.5. Общепромышленные ограничения
10. Риски применения аддитивных технологий в промышленности и нефтегазовой отрасли и способы их снижения
10.1. Технологические риски
10.2. Экономические риски
10.3. Производственные и эксплуатационные риски
11. Выводы и рекомендации. Критерии выбора технологии – оборудования – материала для 3D-печати МТР
11.1. Перспективы применения 3D печати
11.2. Оценка рынка 3D печати в мире
11.3. Ограничения, сдерживающие применение 3D печати
11.3.1. Тенденции в развитии оборудования
11.3.2. Принципиальные ограничения, которые также могут сдерживать применение АП
11.4. Технологии и материалы аддитивного производства
11.5. Текущий статус стандартизации и сертификации в РФ и мире
11.6. Стратегия выбора технологии – материала - оборудования для 3D печати
11.6.1. Переменные, которые необходимо принимать в расчет при выборе Оборудования – Технологий – Материала
11.6.2. Доступный ассортимент – дилемма выбора
11.6.3. Параметры и комбинации переменных, влияющих на свойства детали
11.6.4. Переменные, влияющие на стоимость изготовления детали
11.7. Подходы к организации Матрицы Базы Знаний и Программного обеспечения для 3D печати
11.7.1. Рекомендуемая Структура Матрицы Базы Знаний
11.7.2. Роль специализированного ПО и систем поддержки принятия решений
11.7.3. Существующие подходы к принятию решений, организации Баз данных
11.7.4. Пути решения и примеры структурования Базы знаний
11.7.5. Создание Алгоритмов Базы знаний по выбору технологий - материала - оборудования
11.7.6. Критерии определения применимости 3D-печати
11.7.7. Пример организации Базы знаний: Рекомендации по выбору технологии и оборудования 3D печати
11.8. Краткие выводы и заключение
12. Приложение 1. Промышленные установки для аддитивного производства. Обзор и характеристики
12.1. Технологии Vat Photopolymerization, VP
12.2. Технологии Material Extrusion, ME
12.3. Технологии Material Jetting, MJ
12.4. Технологии Binder Jjetting, BJ
12.5. Технологии Powder Bed Fusion, PBF
12.6. Технологии Directed Energy Deposition, DED
12.7. Технологии Sheet Lamination, SL
12.8. Принтеры для печати электроники, принтеры с роботизированным управлением
13. Приложение 2. Источник: Youngstown State University, United States «Making sense of 3-D printing: Creating a map of additive manufacturing products and services»
13. Приложение 2. Источник: Youngstown State University, United States «Making sense of 3-D printing: Creating a map of additive manufacturing products and services»
14. Приложение 3. 3D Printing Data Base в формате Excel
● БД принтеры
o Сводные данные по БД принтеров (производители)
o Сводные данные по БД принтеров (процессы)
● БД принтеры
● Характеристики ряда принтеров
● База данных материалов АП
o Сводные данные по БД материалов АП (процессы)
o Сводные данные по БД материалов АП (производители)
● База данных участников российского рынка
● Данные опроса участников рынка АП
Список рисунков
Рис. 1 Этапы развития рынка 3D-печати
Рис. 2 Цели применения 3D-печати промышленных компаний в мире, сравнение 2017 и 2018 гг.
Рис. 3 Цепочка добавленной стоимости в традиционной и аддитивном производстве
Рис. 4 Изменение цепочки добавленной стоимости под влиянием 3D- печати
Рис. 5 Сложный дизайн больше не является экономическим барьером. 3D-печать позволяет внедрять инновационный дизайн
Рис. 6 Вес имеет значение: оценка экономии от снижения массы изделия в разных отраслях
Рис. 7 Экономия стоимости и времени изготовления с применением оснастки, напечатанной на 3D-принтере
Рис. 8 Стоимость изготовления банок для газировки при стандартном производстве с учетом оснастки и применении 3D печати
Рис. 9 Сравнение традиционного и цифрового изготовления оснастки
Рис. 10 Области применения 3D печати (зависимость от объёма производства, сложности, кастомизации) и стоимость изготовления 1 детали на реальных примерах
Рис. 11 Примеры уменьшения веса деталей за счет повышения конструкторской сложности (слева рычаг, справа кронштейн двигателя)
Рис. 12 В традиционном производстве увеличение сложности / кастомизации увеличивает себестоимость. В 3D печати кастомизация и сложность достигаются без увеличения стоимости (бесплатно)
Рис. 13 Сферы применения 3D печати (трехмерная модель - сложность, кастомизация, объём производства)
Рис. 14 3D-печать шарового подшипника и топливной форсунки LEAP, GE
Рис. 15 Завод в Шанхае, Китай «Shenzhen KINGS 3D Printing Technology Co.»
Рис. 16 Local Motors, США: 3D печать автомобиля
Рис. 17 Программное обеспечение для аддитивного производства (пример комплекса ПО, используемого компанией «ФИТНИК» для проектирования, печати и испытаний)
Рис. 18 ТОП 20 самых популярных программ для 3D моделирования в 3D печати
Рис. 19. Прогноз доходов от продаж ПО для 3D печати в нефтегазовой отрасли (млн. долл. США), 2016-2027 гг.
Рис. 20. Подготовка к печати. Основные этапы аддитивного производства
Рис. 21. Пример реверс-инжиниринга (слева реальный объект, справа – модель)
Рис. 22. Пример реверс-инжиниринга детали (слева реальный объект, справа – модель)
Рис. 23. Пример реверс-инжиниринга механизма (слева реальный объект, справа – модель)
Рис. 24. Оптимизация структуры крепежного элемента
Рис. 25. Пример генеративного дизайна
Рис. 26. Примеры сгенерированных компьютером форм изделий
Рис. 27. 3D-модели деталей с поддержками
Рис. 28. Пример отрыва поддержек, вызванный деформаций во время процесса 3D-печати
Рис. 29. Деформированная деталь (слева), расчёт печати в модуле Netfabb Simulation (справа)
Рис. 30. Отрыв системы поддержек напечатанной детали (слева), анализ 3D-печати этой же детали в Netfabb Simulation (справа)
Рис. 31. Моделирование временной подпорки для проведения операции сверления
Рис. 32. Классификация технологий по методу формирования слоя
Рис. 33 Аддитивные процессы
Рис. 34 Аддитивный процесс фотополимеризации
Рис. 35 Принципы стереолитографии, SLA
Рис. 36 Калибровочная модель
Рис. 37 Функциональная сборка, детали изготовлены по технологии SLA
Рис. 38 Прототипы изделий, изготовленные по технологии SLA
Рис. 39 Отливка и литьевая модель, изготовленная по технологии Quick cast
Рис. 40 Принципы технологии CLIP
Рис. 41 Деталь по этапам процесса CLIP
Рис. 42 Аддитивный процесс струйного нанесения материала
Рис. 43 Принципы струйного формирования материала, MJ
Рис. 44 Прототип, изготовленный по технологии MJM, и деталь из стали
Рис. 45 Детали, изготовленные по технологии MJM
Рис. 46 Аддитивный процесс струйного нанесения связующего
Рис. 47 Принципы фиксации струей скрепляющего агента, BJ
Рис. 48 Прототип, изготовленный по технологии CJP
Рис. 49 Песчано-полимерная форма и отливка детали
Рис. 50 Аддитивный процесс синтеза на подложке, формирования порошкового слоя
Рис. 51 Принципы технологии лазерного спекания, LS
Рис. 52 Пример расположение деталей в камере принтера
Рис. 53 Визуальные прототипы, изготовленные по технологии SLS
Рис. 54 Деталь, изготовленная с использованием технологии SLS
Рис. 55 Принципы технологии лазерного сплавления, LM
Рис. 56 Системы поддержки, технология SLM
Рис. 57 Металлический кронштейн антенны космического спутника, SLM
Рис. 58 Детали, созданные по технологии SLM
Рис. 59 Принципы сплавления лучом электронов, EBM
Рис. 60 Импланты, созданные по технологии EBM
Рис. 61 Аддитивный процесс экструзии материала
Рис. 62 Принципы моделирования методом послойного наплавления, FDM
Рис. 63 Детали, изготовленные по технологии коэкструзии композитного волокна
Рис. 64 Корпус электроприбора с растворимой поддержкой до и после отделения структур поддержки
Рис. 65 Макет конусной дробилки, FDM
Рис. 66 Принципы технологии ADAM
Рис. 67 Оснастка для сверления из металлонаполненного пластика
Рис. 68 Лазерное сканирование геометрии детали после печати
Рис. 69 Оснастка для крепления тонкостенной детали после обработки ЧПУ
Рис. 70 Печать деталей из карбида кремния, технлогия DIW
Рис. 71 Аддитивный процесс прямого подвода энергии и материала
Рис. 72 Принципы технологии EBAM
Рис. 73 Деталь, изготовленная по технологии EBAM
Рис. 74 Детали, изготовленные по технологии WAAM до и после фрезерной обработки
Рис. 75 Сплавление металла, технология LENS
Рис. 76 Нанесение металла, технология LMD
Рис. 77 Принципы технологии DMD
Рис. 78 Изготовление детали по технологии DMD
Рис. 79 Деталь после фрезерной обработки
Рис. 80 Изготовление детали по технологии CSAM (сборка под прямым углом)
Рис. 81 Аддитивный процесс листовой ламинации
Рис. 82 Принципы технологий листовой ламинации
Рис. 83 Применение UAM при производстве деталей со встроенными датчиками
Рис. 84 Сравнение времени изготовления рабочих колес, импеллеров
Рис. 85 Встраивание электронных датчиков в гибридной системе
Рис. 86 Аддитивные и субтрактивные инструменты в гибридном оборудовании
Рис. 87 Аддитивные и субтрактивные процессы, примененные в одном принтере
Рис. 88 Гибридные процессы с применением технологии WAAM
Рис. 89 Гибридные процессы с применением технологии Cold Spray
Рис. 90 Классификация материалов АП
Рис. 91 Классификация материалов АП, полимеры
Рис. 92 Классификация термопластов
Рис. 93 Прозрачные детали, изготовленные по SLA (по стадиям обработки)
Рис. 94 Прозрачный макет механизма, SLA
Рис. 95 Корпус с защелками и шарнирным соединением из PP-подобная смолы, SLA
Рис. 96 Прототип автомобильной шины из резиноподобной смолы, SLA
Рис. 97 Деталь из выжигаемой смолы, SLA
Рис. 98 Характеристики материалов
Рис. 99 Металлические материалы в АП
Рис. 100 Классификация материалов АП, керамика
Рис. 101 Классификация материалов АП, композиты
Рис. 102 Потребление металлического порошка в АП в нефтегазовой отрасли, кг
Рис. 105 Мировой рынок продуктов и услуг АП по годам, млн. дол. США
Рис. 107 Прогноз АП на нефтегазовом рынке и темпы роста
Рис. 108 Продажи промышленных систем АП, штук
Рис. 109 Рынок промышленных систем АП по компаниям (по количеству систем), 2017 г.
Рис. 110 Рынок промышленных систем АП по странам (по количеству систем), 2017 г.
Рис. 111 Рынок промышленных систем АП (по количеству систем), за период с 1988 г. по 2017 г.
Рис. 112 Средняя стоимость промышленных систем АП (2001-2017 гг), тыс. долларов США
Рис. 113 Количество проданных промышленных систем металлического АП (2000-2017 гг), шт.
Рис. 116 Продажи бытовых 3D принтеров, штук
Рис. 117 Объем продаж материалов АП, 2001-2017 гг, млн. долларов США
Рис. 118 Первичный рынок услуг АП, млрд. долларов США (1994-2017 гг)
Рис. 119 Металлические детали, изготовленные в АП, шт.
Рис. 120 Полимерные детали, изготовленные в АП, шт.
Рис. 121 Промышленные системы металлического АП по производителям
Рис. 122 Промышленные системы АП по странам, Азия
Рис. 123 Перспективная экосистема Аддитивного Производства (в мире)
Рис. 124 Модуль AM Suite, Hensoldt Sensors
Рис. 125 Облачная платформа построения цепочки поставок в АП, DiManEx
Рис. 126 Направления разработки материалов для АП
Рис. 127 Платформа Arevo, алгоритм действий
Рис. 128 Платформа Arevo
Рис. 129 Российский рынок оборудования и материалов для 3D печати, млн. руб.
Рис. 130 Количество 3D принтеров, реализованных в РФ в 2017 г., шт.
Рис. 131 Стоимость 3D принтеров, реализованных в РФ в 2017 г., млн. руб.
Рис. 132 Структура рынка оборудования, услуг и материалов 3D печати, 2017 г, млн. руб.
Рис. 133 Структура закупок оборудования, расходных материалов, ПО и услуг для 3D печати в разрезе сегментов рынка
Рис. 134 Пример заявки на поставку 3D принтера и оборудования для прототипирования для РИЦ РЭП по данным тендерных закупок
Рис. 135 Пример заявки на поставку 3D принтера Formlabs Form 2 с комплектом расходных материаловпо данным тендерных закупок
Рис. 136 Пример заявки на поставку услуг 3D печати– восстановление бандажной полки рабочих лопаток ТВД ГТК-10-4 с применением аддитивной технологии (лазерная наплавка) для нужд ОАО "Газэнергосервис"
Рис. 137 Географическая структура закупок оборудования, расходных материалов, ПО и услуг для 3D печати в РФ (по числу закупок)
Рис. 138 Географическая структура закупок оборудования, расходных материалов, ПО и услуг для 3D печати в РФ (по стоимости закупок)
Рис. 139 Импорт оборудования и материалов для 3D печати (таможенная стоимость), млн. руб.
Рис. 140 Импорт 3D принтеров (суммарная таможенная стоимость в разбивке по ценовым категориям), млн. руб.
Рис. 141 Динамика импорта оборудования и материалов для 3D печати (таможенная стоимость), 2011-2017 гг, млн. руб.
Рис. 142 Структура импорта оборудования и материалов для 3D печати (таможенная стоимость), 2017 г., млн. руб.
Рис. 143 Доля инсталлированных промышленных 3D-принтеров в ведущих европейских странах от мира в целом в 2017 г.
Рис. 144 Динамика наращивания парка металлически машин в России (нарастающим итогом)
Рис. 145 Динамика наращивания парка металлически машин в мире (нарастающим итогом)
Рис. 146 Оценки российского рынка аддитивных технологий на фоне мирового
Рис. 147 Отраслевая структура российского рынка технологий АП
Рис. 148 Экосистема АП, создаваемая в рамках «Росатома»
Рис. 149 Крупнейшие игроки российской экосистемы 3D печати
Рис. 150 Первое серийно производимое изделие методом АТ в России на паспортизированном материале – завихритель кольцевой камеры сгорания авиадвигателя ПД-14
Рис. 151 Планы ОДК по использованию АП в текущих и перспективных газотурбинных установках
Рис. 152 Матрица зрелости технологий и производства ОДК
Рис. 153 Текущий уровень использования аддитивных технологий на моделях авиадвигателей ОДК
Рис. 154 Уровень использования аддитивных технологий на перспективных моделях авиадвигателей ОДК
Рис. 155 Сдерживающие факторы для развития российского рынка АП по версии АРКОН_1
Рис. 156 Сдерживающие факторы для развития российского рынка по версии АРКОН_2
Рис. 157 Сравнительная зрелости стран в использовании АП. Соотношение деталей, создаваемых с помощью АП 1го и 2го уровней с 3-м уровнем (полнофункциональные части для конечной продукции).
Рис. 158 Методология АРКОН для отбора деталей для 3D-печати при технико-экономическом аудите предприятия
Рис. 159 Возможности ООО ФИТНИК в области АП
Рис. 160 Разработки ИННОВАКС под «выращивание» деталей для различных отраслей
Рис. 161 Параметрический анализ технологии SLM ЛИАТ МГТУ «СТАНКИН»
Рис. 162 Образцы изделий, изготовленных из отечественных металлопорошков на импортном 3D-оборудовании SLM
Рис. 163 Проектирование и производство технологической оснастки для производства и ремонта
Рис. 164 Снижение веса блока гидравлических клапанов
Рис. 165 Изготовление запасных частей импортной тяжелой техники для «Експарт»
Рис. 166 Восстановление лопатки турбины методом лазерной наплавки на оборудовании ИЛИСТ СПбМГТУ
Рис. 167 Лазерная наплавка рабочих поверхностей стабилизатора
Рис. 168 Продукция АО «ПОЛЕМА» для аддитивных технологий (фракция 0-40)
Рис. 169 Области использования продукция АО «ПОЛЕМА» для аддитивных технологий
Рис. 170 Перспективная продукция АО «ПОЛЕМА»
Рис. 171 Перспективная продукция АО «ПОЛЕМА»
Рис. 172 Направления, по которым были улучшены производственные возможности АО «ПОЛЕМА» в рамках проекта модернизации производства с ФРП
Рис. 173 Сравнение качественных характеристик после модернизации производства АО «ПОЛЕМА». Плазменная сфероидизация тугоплавких материалов
Рис. 174 Хим.состав и базовые фракции титановых металлопорошков «НОРМИН»
Рис. 175 Атомайзеры ООО «НОРМИН» для получения сферического титанового металлопорошка
Рис. 176 Аддитивные технологии в РУСАЛ
Рис. 177 Перспективные направления работы РУСАЛ по АП
Рис. 178 Атомайзеры ВИАМ для сфероидизации металлопорошков
Рис. 179 Плазменная установка центробежной атомизации (ПУЦА) Р-1 ООО «Сферамет»
Рис. 180 ВИЛС производит никелевые гранулы по серийной технологии с химическим составом по ГОСТ Р 52802 - 2007: ЭП741НП, ЭИ698П, ЭП962П, ВВ751П
Рис. 181 Технологический процесс производства сферических металлопорошков на АО «Композит»
Рис. 182 Трубчатый фланец из ПЭЭК, изготовленный фирмой Indmatec GmbH
Рис. 183 Элемент зубчатой передачи из ПЭЭК, изготовленный фирмой Indmatec GmbH
Рис. 184 Результаты печати на полиметаллическом 3D-принтере МЛ6-3
Рис. 185 Основные характеристики SLM-принтеров производства «Лазеры и аппаратура»
Рис. 186 Основные характеристики SLM-принтеров разработки 3DSLA
Рис. 187 Характеристики SLM-принтера СЛП-110 разработки МЦЛТ
Рис. 188 Характеристики DMD-принтера КЛП-400 разработки МЦЛТ
Рис. 189 Основные характеристики SLM-принтеров линейки Melt Master разработки ЦНИИТМАШ (Росатом)
Рис. 190 Основные характеристики SLM-принтеров разработки ИЛИСТ
Рис. 191 Аддитивная установка прямого лазерного синтеза ИЛИСТ L, поставленная на ОДК-УМПО
Рис. 192 Основные характеристики SLM-принтеров разработки УрФУ
Рис. 193 Общий вид 3D-принтера М250 разработки компании «Лазерные системы»
Рис. 194 Основные характеристики Anisoprint по печати углепластиком
Рис. 195 Промышленный 3D-принтер Total Z Anyform PRO 450
Рис. 196 Поддержка материалов для печати принтерами Picaso 3D российских производителей
Рис. 197 Песчано-полимерный принтер АТ1000 компании «Аддитивные технологии»
Рис. 198 Динамика числа производителей промышленных 3D-принтеров в мире, шт.
Рис. 199 Новые производители и разработчики промышленных 3D-принтеров 2017 г
Рис. 200 Ключевые производители промышленных 3D-принтеров по странам и объемам продаж, 2007-2017 гг.
Рис. 201 Три этапа 3D-печати
Рис. 202 Число выданных патентов в области 3D-печати, нарастающим итогом
Рис. 203 Эволюция функциональности 3D принтеров (по оси Х – процессы, по оси У – функциональность)
Рис. 204 Структура промышленных 3D-принтеров в Базе Senvol по стоимости
Рис. 205 Примеры принтеров персонального и промышленного применения
Рис. 206 Комплексный метод классификации технологий
Рис. 207 Сравнение напечатанного на принтере изделия из ABS до и после постобработки в ацетоновой ванне (сверху). Пример постобработки при печати для нужд Армии США (снизу)
Рис. 208 Классификация оборудования 3D-печати по системам устройства
Рис. 209 Классификация видов сырья, используемых в технологиях АП
Рис. 210 Алгоритм выбора 3D принтера в Базе данных SENVOL
Рис. 211 Алгоритм выбора материала для 3D принтера в Базе данных SENVOL
Рис. 212 Параметры выбора характеристик принтера и детали в Базе данных SENVOL
Рис. 213 Параметры выбора характеристик материала и детали в Базе данных SENVOL
Рис. 214 Сравнительная таблица 3D принтеров по критериям: Цена - Разрешение
Рис. 215 Сравнительная диаграмма по характеристикам для 4х принтеров
Рис. 216 Экспериментальный график зависимости времени печати (мин) от разрешения (мм) при FDM печати с различной толщиной слоя
Рис. 217 Результаты различных режимов печати
Рис. 218 Результаты сравнения печати одной детали на различных принтерах Stratasys, работающих по технологии FDM и MJ
Рис. 219 Сравнение методов печати, включая время на весь технологический процесс
Рис. 220 Диаграмма для шести степеней движения между печатающей головкой и подложкой 3D-принтера
Рис. 221 Пример вращения подложки вместо движения по осям x,y,z
Рис. 222 Характеристики принтеров, в зависимости от заполнения/заливки
Рис. 223 Характеристики принтеров, в зависимости от заполнения/заливки
Рис. 224 Изменение высоты слоя
Рис. 225 Зависимость максимального допускаемого напряжения от высоты слоя
Рис. 226 Зависимость времени печати от высоты слоя (слева) и зависимость максимального допускаемого напряжения от высоты слоя во времени
Рис. 227 Шаблоны печати 3D принтера
Рис. 228 Однонаправленный и квазиизотропный ламинат
Рис. 229 ТОП-10 производителей 3D-принтеров
Рис. 230 Инновационные промышленные 3D принтеры (по данным ALL3DP.com)
Рис. 231 Лучшие 3D-принтеры осени 2018 г. в 16 категориях
Рис. 232 Самые дорогие 3D-принтеры
Рис. 233 Самые большие и дорогие 3D-принтеры 2018 г.
Рис. 234 15 лучших профессиональных принтеров 2018 года (стоимостью до $10 000)
Рис. 235 20 лучших больших 3D-принтеров осени 2018 г.
Рис. 236 Самые популярные настольные 3D-принтеры
Рис. 237 Самые лучшие 3D-принтеры «Все в одном» 2018 г. (сканирование, лазерная резка, ЧПУ-обработка)
Рис. 238 Лучшие 3D-принтеры с двумя экструдерами 2018 г.
Рис. 239 Основные сравнительные технические характеристики 3D принтеров
Рис. 240 Уровень зрелости и прогноз развития 3D печати по отраслям (по данным SCS)
Рис. 241 Основные этапы развития и точки роста аддитивного производства
Рис. 242 Неопределенности в сырье и процессах приводят к неопределенностям в свойствах конечных деталей
Рис. 243 Основные параметры, которые влияют на АП и требуют контроля
Рис. 244 Основные этапы сертификации процесса / продукции 3D печати (пример)
Рис. 245 Жизненный цикл продукта, этапы аддитивного производства, инструменты и параметры контроля, методы сертификации
Рис. 246 Дорожная карта проекта SASAM
Рис. 247 Структура стандартов SASAM
Рис. 248 Структура стандартов AMSC
Рис. 249 Печать изделия и образцов для испытаний
Рис. 250 Уровни сертификации
Рис. 251 Классификация систем сертификации (основные различия между обязательной и добровольной сертификацией)
Рис. 252 Порядок проведения сертификации
Рис. 253 Схемы сертификации продукции
Рис. 254 Взаимодействие субъектов сертификации
Рис. 255 3D печать детали в Shell Technology Centre Amsterdam
Рис. 256 Поручень со знаками Брайля, изготовленный в системах 3D печати
Рис. 257 Детали газовой турбины, изготовленные в процессе SLM
Рис. 258 Буровое долото Turboforce Halliburton, изготовленное в аддитивном процессе
Рис. 259 Деталь сложной конфигурации, изготавливаемая как единое целое
Рис. 260 Прототип панели приборов, изготовленный на 3D-принтере
Рис. 261 Монтажный кронштейн для сборки генератора автомобиля, изготовленный по технологии SLS
Рис. 262 Приспособление для установки эмблемы автомобиля, изготовленное в FDM
Рис. 263 Прототип печатной платы, изготовленный на 3D-принтере
Рис. 264 Прототип браслета с термоэлектрическими модулями и системы подзарядки аккумулятора
Рис. 265 Препарат Spiritam, полученный методом 3D-печати
Рис. 266 3D-печать челюстной кости человека
Рис. 267 Позвонок, напечатанный на 3D-принтере
Рис. 268 Костный имплант
Рис. 269 Хирургическая модель таза и рентгеновский снимок после операции
Рис. 270 Изготовление протезов на 3D-принтере
Рис. 271 Индивидуальная форма слухового устройства, созданная на 3D-принтере
Рис. 272 Качество торцевых и горизонтальных поверхностей деталей
Рис. 273 Междисциплинарное взаимодействие и мультидисциплинарный подход в сфере производства композиционных материалов
Рис. 274 Инновационный цикл высокотехнологичной компании
Рис. 275 Общая структура затрат 3D печати без учета капитальных (на основании средних оценок)
Рис. 276 Общая структура затрат 3D печати с учетом капитальных (на основании средних оценок)
Рис. 277 Общая структура затрат 3D печати с учетом капитальных (на основании средних оценок)
Рис. 278 Общий объем производства обрабатывающей промышленности: сравнение 13 стран – крупнейших экономик мира, 1995-2015, млрд. долл. США
Рис. 279 Cравнение ряда промышленных отраслей США, Китай, Россия
Рис. 280 Валовая добавленная стоимость и численность занятых в обрабатывающей промышленности в странах почти у всех растет, кроме России
Рис. 281 Опрос Wohler’s 2018 г. по типу использования 3D печати. Производство функциональных частей доминирует (33,1%)
Рис. 282 Опрос Wohler’s 2018 г. по отраслевому срезу пользователей 3D печати
Рис. 283 Прогноз развития 3D печати (Кривая ожиданий) Gartner, 2017
Рис. 284 Прогноз развития рынка аддитивного производства BCG
Рис. 285 Эволюция функциональности 3D принтеров (по оси Х – процессы, по оси У – функциональность)
Рис. 289 Алгоритм выбора материала и оборудования АП, AMSelect
Рис. 290 Пример параметров в Базе данных материалов J’son & Partners Consulting
Рис. 291 Пример выбора процессов в Базе данных J’son & Partners Consulting
Рис. 292 Пример визуализации сравнения различных свойств материалов, Simplify3D
Рис. 293 Пример визуализации сопоставления материалов и брендов: ударопрочность и предел прочности
Рис. 294 Пример сравнения материалов в разных технологиях по параметру «предел прочности»
Рис. 295 Пример характеристик материалов и их визуального сравнения
Рис. 296 Сравнение материалов по рядку характеристик и особых свойств
Рис. 297 Сравнение стоимости печати разными принтерами и через онлайн-сервис 3D печати
Рис. 298 Пример организации Базы данных промышленных принтеров SENVOL
Рис. 299 Пример организации Базы данных материалов для промышленных принтеров SENVOL
Рис. 300 Сравнение ряда принтеров: по объему построения, разрешению, скорости, цене
Рис. 301 Алгоритм выбора технологии по требуемому материалу изготовления
Рис. 302 Алгоритм выбора технологии по внешнему виду изделия
Рис. 303 Алгоритм выбора технологии по размеру па
Рис. 304 Алгоритм выбора технологии по цели применения и свойствам детали
Рис. 305 Виды материалов и изделий из них
Рис. 306 Сравнение цены изготовления деталей разными технологиями, включая традиционные. Производитель – сервисное бюро 3Dhubs
Рис. 307 Примерное сравнение стоимости изготовления детали разными методами производства в зависимости от количества и сложности (на основе реальных кейсов 3D печати 3D Hubs (сервисное бюро, маркетплейс)
Рис. 308 3D принтер Formlabs Form 2
Рис. 309 Система автоматизации Formlabs
Рис. 310 Детали, изготовленные на принтере Formlabs Form 2
Рис. 311 3D принтер Formlabs Form 2
Рис. 312 3D принтер Formlabs Form 2
Рис. 313 3D принтер Prodways ProMaker V6000
Рис. 314 3D принтер Liquid Crystal Precision 1.5
Рис. 315 3D принтер Prismlab RP600S
Рис. 316 3D принтер Carbon SpeedCell M2 и ванна для отмывки
Рис. 317 Детали, изготовленные на принтере SpeedCell
Рис. 318 3D принтер Carima DM250 и фотополимеризационная камера
Рис. 319 Детали, изготовленные на принтере Carima DM 250
Рис. 320 3D принтер ADMAFLEX 130 и печь для спекания
Рис. 321 Детали, изготовленные на принтере ADMAFLEX 130
Рис. 322 Сравнение экструдеров FDM
Рис. 323 Сравнение открытых и закрытых камер печати
Рис. 324 Возможности 5-координатной печати
Рис. 325 3D принтер Picaso Designer X PRO
Рис. 326 Детали, изготовленные на принтере Picaso
Рис. 327 Экструдер FDM 2.0
Рис. 328 Сравнение структуры материала при печати полиамидом
Рис. 329 3D принтер Stratasys Fortus 900mc
Рис. 330 Детали, изготовленные на принтере Fortus 900mc
Рис. 331 Детали, изготовленные на принтере Anyform 650-PRO
Рис. 332 3D принтер Total Z Anyform 1200-Pro и сушильная камера
Рис. 333 3D принтер Cincinatti BAAM
Рис. 334 Детали, изготовленные на принтере Cincinatti BAAM
Рис. 335 Процесс печати и деталь, напечатанная на принтере VSHAPER 5-Axis Machine
Рис. 336 3D принтер MARKFORGED X7
Рис. 337 Лазерный микрометр и поверхность детали, изготовленной на MARKFORGED X7
Рис. 338 3D принтер Anisoprint Composer A2
Рис. 339 Конструкция принтера Anisoprint Composer A4
Рис. 340 Детали, изготовленные на принтере Anisoprint Composer A4
Рис. 341 Процесс создания функциональной детали, изготовленной методом ADAM
Рис. 342 3D принтер MARKFORGED Metal X
Рис. 343 Детали, напечатанные на принтере MARKFORGED Metal X
Рис. 344 3D принтер 3D BigRep One
Рис. 345 3D принтер 3D Rize Rize One
Рис. 346 3D принтер 3D Rize Rize One
Рис. 347 3D принтер 3D Systems ProJet MJP 5600
Рис. 348 3D принтер Stratasys Objet1000 Plus
Рис. 349 Деталь, изготовленная на принтере Stratasys Objet1000 Plus
Рис. 350 3D принтер XJet Carmel
Рис. 351 Прототипы, изготовленные на оборудовании XJet Carmel
Рис. 352 3D принтер Solidscape S500
Рис. 353 Деталь, изготовленная на принтере Solidscape S500 до и после снятия поддержки
Рис. 354 3D принтер VADER Polaris
Рис. 355 3D принтер Stratasys J750
Рис. 356 3D принтер ExOne S-Max Furan
Рис. 357 Деталь, изготовленная на принтере ExOne M-Print
Рис. 358 3D принтер Voxjet VX4000
Рис. 359 Устройство принтера Voxjet VX4000
Рис. 360 Оснастка, изготовленная на принтере Voxjet VX4000
Рис. 361 3D принтер 3D Systems ProJet 860Pro
Рис. 362 Прототип, изготовленный на 3D Systems ProJet 860Pro
Рис. 363 3D принтер Desktop Metal Production System
Рис. 364 3D принтер HPJet Fusion 380
Рис. 365 Прототип, изготовленный по технологии MJF на оборудовании HP
Рис. 366 3D принтер HP Jet Fusion 4210
Рис. 367 Промышленное оборудование Girbau DT 130
Рис. 368 Детали, изготовленные на HP Jet Fusion 4210 и прошедшие постобработку в Girbay DY 130
Рис. 369 Детали, изготовленные на HP Metal Jet
Рис. 370 3D принтер Formlabs Fuse 1
Рис. 371 3D принтер EOS P770
Рис. 372 Экосистема EOS P770
Рис. 373 Оборудование экосистемы EOS P770
Рис. 374 3D принтер EOS EOSINT M 280
Рис. 375 3D принтер MeltMaster3D
Рис. 376 Опытный образец колеса для промышленного электронасоса
Рис. 377 3D принтер SLM 500
Рис. 378 Детали, изготовленные на оборудовании SLM Solutions
Рис. 379 3D принтер Concept Laser X LINE 2000R
Рис. 380 3D принтер GE Atlas
Рис. 381 Двигатель, напечатанный на GE A.T.L.A.S.
Рис. 382 3D принтер EOS M 290
Рис. 383 Детали, изготовленные на EOS M 290
Рис. 384 3D Модульный завод АП 3D Systems DMP 500
Рис. 385 Детали, напечатанные на 3D Systems DMP 500
Рис. 386 3D принтер EOS M 290
Рис. 387 3D принтер Q20plus
Рис. 388 Камера построения ArCam Q20plus
Рис. 389 Детали, напечатанные на ArCam Q20plus
Рис. 390 3D принтер Arcam Spectra H
Рис. 391 3-D принтер RenAM 500Q, Renishaw
Рис. 392 3D принтер InssTek MX-grande
Рис. 393 Детали, изготовленные на оборудовании InssTek
Рис. 394 3D принтер DMG LaserTec 65 Hybrid
Рис. 395 Буровая головка, изготовленная на DMG LaserTec 65 Hybrid из нескольких материалов
Рис. 396 Гибридный процесс производства детали
Рис. 397 Процесс печати на оборудовании Gefertec
Рис. 398 Гребной винт, изготовленный на оборудовании GEFERTEC (с обработкой ЧПУ)
Рис. 399 3D принтер Sciaky EBAM 300
Рис. 400 Деталь, изготовленная по технологии EBAM
Рис. 401 3D принтер Titomic PCS-1000L
Рис. 402 Детали, изготовленные на принтере Titomic PCS-1000L
Рис. 403 3D принтер Solidimension SD300 3D
Рис. 404 Детали, изготовленные на принтере Solidimension SD300 3D
Рис. 405 3D принтер Mcor IRIS 3D HD
Рис. 406 Модель для литья в песчаную форму и отливка
Рис. 407 3D принтер Impossible Objects The Model One
Рис. 408 Детали, изготовленные на принтере Impossible Objects The Model One
Рис. 409 3D принтер Envisiontec SLCOM 1
Рис. 410 Детали, изготовленные на принтере Envisiontec SLCOM 1
Рис. 411 Схема процесса UAM
Рис. 412 Детали, изготовленные из двух металлов на принтере Soniclayer
Рис. 413 Пример встраивания электроники внутрь металлической детали
Рис. 414 3D принтер Fabrisonic Soniclayer-4000
Рис. 415 3D принтер Fabrisonic Soniclayer-7200
Рис. 416 3D принтер Voltera V-One
Рис. 417 Рабочие органы Voltera V-One
Рис. 418 Процесс печати и сверления отверстий на принтере Voltera V-One
Рис. 419 Нанесение изолирующего материала на принтере Voltera V-One
Рис. 420 Нанесение паяльной пасты после печати проводящего рисунка
Рис. 421 Полностью готовое электронное устройство, изготовленное на Voltera V-One
Рис. 422 3D принтер 3D-принтера Voxel8
Рис. 423 Программа Project Wire, размещение электронных компонентов в модели
Рис. 424 Печать на 3D-принтере Voxel8
Рис. 425 Размещение электронных компонентов внутри устройства
Рис. 426 3D принтер DragonFly 2020 Pro
Рис. 427 Процесс печати на принтере DragonFly 2020 Pro
Рис. 428 Электронные устройства, изготовленные на принтере DragonFly 2020 Pro
Рис. 429 Установка Optomec Aerosol Jet 5X
Рис. 430 Рабочая камера Aerosol Jet 5X с установленной металлической заготовкой
Рис. 431 Антенны и сенсоры, изготовленные на Aerosol Jet 5X
Рис. 432 3D принтер с роботизированным управлением, Arevo
Рис. 433 3D принтер на мобильных платформах
Рис. 434 3D принтер MetalFAB1
Рис. 435 M LINE FACTORY тип модульной архитектуры 3D принтеров
Список таблиц
Табл. 1 Различия традиционного и аддитивного производства, преимущества АП
Табл. 2 Основные различия традиционного и аддитивного производства, недостатки АП
Табл. 3 Программное обеспечение для АП
Табл. 4 Этапы внедрения специализированного ПО в нефтегазовой отрасли
Табл. 5 Преимущества и недостатки ряда металлических технологий
Табл. 6 Полимеры в технологиях ME
Табл. 7 Термопласты, применяемые в МЕ
Табл. 8 Характеристики материалов FFF
Табл. 9 Методы постобработки, применяемые в FFF
Табл. 10 Полимеры в технологиях VP
Табл. 11 Характеристики VP материалов
Табл. 12 Методы постобработки, применяемые в VP
Табл. 13 Полимеры в технологиях PBF
Табл. 14 Методы постобработки, применяемые в SLS
Табл. 15 Полимеры в технологиях MJ
Табл. 16 Методы постобработки, применяемые в MJ
Табл. 17 Характеристики металлических порошков
Табл. 18 Металлы в технологиях PBF
Табл. 19 Металлические материалы в технологиях PBF
Табл. 20 Основные методы постобработки в технологиях DMLS/SLM
Табл. 21 Основные материалы, применяемые в BJ
Табл. 22 Технологии АП с использованием керамики
Табл. 23 Композиты в аддитивных технологиях
Табл. 24 Доступные и перспективные материалы АП
Табл. 25 Объем закупок оборудования, расходных материалов, ПО и услуг 3D печати в РФ в 2011-2018 гг.
Табл. 26 ТОП 10 Заказчиков оборудования и услуг 3D печати в РФ по общей СТОИМОСТИ закупок в 2011-2018 гг.
Табл. 27 ТОП 20 Заказчиков оборудования и услуг 3D печати в РФ по КОЛИЧЕСТВУ закупок в 2011-2018 гг.
Табл. 28 Структура заявок на закупку оборудования, расходных материалов, ПО и услуг 3D печати в РФ в 2011-2018 гг.
Табл. 29 Размер закупок оборудования, расходных материалов, ПО и услуг для 3D печати в РФ в 2011-2018 гг. (стоимость закупок), млн. руб.
Табл. 30 Размер закупок оборудования, расходных материалов, ПО и услуг для 3D печати в РФ в 2011-2018 гг. (число закупок)
Табл. 31 Сегментная структура закупок оборудования, расходных материалов, ПО и услуг для 3D печати в РФ в 2011-2018 гг. (число закупок)
Табл. 32 Сегментная структура закупок оборудования, расходных материалов, ПО и услуг для 3D печати в РФ в 2011-2018 гг. (стоимость закупок), млн. руб.
Табл. 33 Объем закупок оборудования для 3D печати в РФ в 2011-2018 гг.
Табл. 34 Зарубежные поставщики оборудования и материалов 3D печати в РФ в 2015-2017 гг по странам
Табл. 35 ТОП 20 зарубежных поставщиков оборудования и материалов 3D печати в РФ в 2015-2017 гг., млн руб.
Табл. 36 Уровни готовности производства (MRL), используемые ОДК
Табл. 37 Уровни готовности к использованию технологий (TRL), используемые ОДК
Табл. 38 Производители промышленных 3D принтеров в разбивке по странам, 2017 г
Табл. 39 Вариации производственных переменных в зависимости от типа процесса
Табл. 40 Вариации производственных переменных в зависимости от типа процесса
Табл. 41 Разница между квалификацией и сертификацией
Табл. 42 Этапы квалификации 3D-продукции
Табл. 43 Типовая процедура квалификации производственного процесса
Табл. 44 Обзор существующих методов подтверждения соответствия третьей стороной
Табл. 45 Методы разрушающего контроля, применяемые в АП для проведения испытаний напечатанных деталей / компонентов
Табл. 46 Методы неразрушающего контроля, используемые в аддитивном производстве для проведения испытаний напечатанных деталей / компонентов
Табл. 47 Квази-неразрушающие методы контроля, используемые для аддитивного производства, для проведения испытаний напечатанных деталей / компонентов
Табл. 48 Последовательность работ при применении комплектующих АТ
Табл. 49 Применение АП в нефтегазовой отрасли
Табл. 50 Характеристики материалов для АП и традиционных технологий
Табл. 51 Материалы, применяемые на российском рынке АП
Табл. 52 Процессы и технологии аддитивного производства
Табл. 53 Производители оборудования (по аддитивным процессам)
Табл. 55 Число выданных патентов в области 3D-печати, 2010-2016 гг.
Табл. 56 Сравнительная таблица технологий АП
Табл. 57 Характеристики принтеров Formlabs Form 2 и 3D Systems ProX 950
Табл. 58 Характеристики принтеров Photocentric Liquid Crystal Precision 1.5 и Prismlab RP600
Табл. 59 Характеристики принтеров Carima DM250 и Carbon SpeedCell M2
Табл. 60 Характеристики принтера ADAMTEC ADMAFLEX 130
Табл. 61 Характеристики принтеров Picaso Designer X PRO и FDM 2.0
Табл. 62 Характеристики принтеров Stratasys/Fortus 900mc и ANYFORM/TOTAL Z 1200-PRO Hot+
Табл. 63 Характеристики принтера Cincinatti BAAM
Табл. 64 Характеристики принтеров MARKFORGED X7 и Anisoprint Composer A4
Табл. 65 Характеристики принтера MARKFORGED Metal X
Табл. 66 Характеристики принтеров 3D Systems ProJet MJP 5600и Stratasys Objet1000 Plus
Табл. 67 Характеристики принтеров XJet Carmel 700 и XJet Carmel 1400
Табл. 68 Характеристики принтеров Solidscape S500и VADER Polaris
Табл. 69 Характеристики принтеров ExOne M-Print и Voxjet VX4000
Табл. 70 Характеристики принтера 3D Systems/ProJet 860Pro
Табл. 71 Характеристики принтера HP Jet Fusion 380 и HP Jet Fusion 4210
Табл. 72 Характеристики принтера HP Metal Jet
Табл. 73 Характеристики принтеров Formlabs Fuse 1 и EOS P770
Табл. 74 Характеристики принтеров MeltMaster3D 550, SLM 500 и GE A.T.L.A.S.
Табл. 75 Характеристики принтеров EOS M 290 и 3D Systems DMP 500
Табл. 76 Характеристики принтеров EOS M 290 и 3D Systems DMP 500
Табл. 77 Характеристики принтеров InssTek MX-grande и DMG LaserTec 65 Hybrid
Табл. 78 Характеристики принтера Gefertec/arc603
Табл. 79 Характеристики принтера Sciaky EBAM 300
Табл. 80 Характеристики принтера Titomic PCS-1000L
Табл. 81 Характеристики принтеров Solidimension/SD300 3D и Mcor IRIS 3D HD
Табл. 82 Характеристики принтеров Impossible Objects The Model One и Envisiontec SLCOM 1
Табл. 83 Характеристики принтеров Fabrisonic Soniclayer-4000 и Soniclayer-7200
Табл. 84 Характеристики принтеров Voltera V-One и Voxel8
Табл. 85 Характеристики принтеров DragonFly 2020 Pro и Aerosol Jet 5X
